
MENU








お役立ちコラム
Technology Information
スリッター
2026年01月30日
ロール to ロールとは?仕組み・メリット・課題と装置選定のポイント
ロール to ロール(Roll to Roll)は、材料をロールのまま連続で送り出し、加工し、巻き取る方式です。印刷・塗工・ラミネート・検査・スリット(切断)などを止めずに流せるため、生産性を上げやすいのが特長です。
一方で、張力(引っ張り具合)や蛇行(左右のずれ)、静電気・粉塵が乱れると、シワや端面不良、異物混入が起きやすくなります。導入や内製化を検討する方向けに、押さえるべきポイントを整理します。
| 項目 | スリッター
|
ロールスリッター
|
| スリッター刃枚数 | 複数枚 | 1枚 |
| スリッター刃種類 | シェアカット(シャーカット) レザーカット(フェザーカット) スコアカット |
片刃 両刃 チップソー |
| スリット方式 | ロールtoロールでスリット | 紙管ごとスリット |
| スリット対象 | フィルム、シートなどの連続した素材 | ロール状の原反(紙管付き) |
| 熟練度 | 熟練技術が必要で属人的な機械になりやすい | タッチパネルで簡単設定、初心者や女性向き |
| 精度や品質 | 高精度 | 安定した精度 |
| 作業効率 | 高速で大量生産向き ※同じ材料を生産する場合に限る |
待ち時間なく効率的に、必要な分だけスリット可 |
| 安全性 | 操作者の技術による | 刃物は使用中以外カバー内で安全 |
| メンテナンス | 刃物交換や位置調整が高難易度 | 誰でも簡単に交換や調整可 |
| 対象ニーズ | 生産性重視、高精度重視 | 操作性や安定性重視 在庫削減や納期短縮に貢献 |
| 対象素材 | 小範囲 ※素材によって機種が変わる |
広範囲 ※1台で広範囲に対応可 |


目次
ロール to ロールとは?(定義・表記・枚葉方式との違い)

ロールtoロールは、長尺材(連続した材料)を一定速度で搬送しながら加工する方式です。枚葉(シート)方式と比べると、加工条件だけでなく搬送(張力・蛇行・位置合わせ)まで含めて設計・管理する点が特徴です。現場では「R2R」と略されることもあります。
ロールtoロールが使われる代表素材(フィルム/紙/金属箔など)
フィルム、粘着テープ基材、不織布、紙、金属箔などが代表例です。薄い材料ほど伸び・帯電・シワの影響を受けやすいので、素材特性を前提に条件を詰めていきます。
ロール・ツー・ロールの代表工程(印刷/塗工/ラミネート/スリット)
印刷、塗工、乾燥、ラミネート、検査、スリットなどが代表的です。工程が長いほど前工程のわずかな乱れが後工程で目立つため、搬送設計と品質管理はセットで考えます。
基本用語(ウェブ/アンワインド/ワインド/ライン速度)
- ウェブ:連続搬送される材料
- アンワインド(巻出し)/ワインド(巻取り)
- ライン速度:材料の搬送速度(変動は張力変動の原因になりやすい)
ロールtoロールの基本工程フロー(巻出し→搬送→加工→巻取り)
工程は大きく「巻出し → 搬送(ガイド) → 加工 → 巻取り」。どこか一つが不安定だと、後工程で不良になりやすいのが連続工程の難しさです。
巻出し(アンワインダー)でやること:供給と張力付与
巻出しでは、材料を安定供給しつつ張力をつくります。原反の癖や芯ズレは蛇行・シワの原因になるため、セット時の位置決めや芯出しが重要です。巻径が変化すると張力も変動するため、パウダーブレーキやサーボモーターなどで回転抵抗を調整し、一定の張力を保つ設計が求められます。また、原反の巻き硬さや保管状態による変形(テレスコープや楕円変形など)も品質に影響するため、受入時の確認も安定稼働のポイントになります。
搬送・ガイド:ローラ配置/ニップ/パスライン
ローラー配置や押さえ(ニップ)の当て方で材料の姿勢が決まります。わずかな傾きや汚れでも蛇行は起こります。パスラインの長さやローラー間の距離は、張力の安定性や材料のたるみに直接関わるため、設備設計の段階で慎重に検討する必要があります。搬送中に材料が浮いたり接触面がずれたりすると、キズ・シワ・異物付着の原因になるため、ガイドローラーやEPC(蛇行修正装置)の配置も含めて総合的に設計します。
加工部:インラインで入る処理の例
加工が入ると伸び縮みや熱影響が出やすく、張力と位置合わせの制御がより重要になります。たとえば塗工・乾燥工程では熱で材料が収縮し、ラミネートでは貼り合わせ時の圧力で伸びが生じることがあります。スリット工程では刃の選定(シャー/スコア/レザー)と切断条件が端面品質を左右します。インラインで複数の加工を連続処理する場合は、各工程間の速度同期や張力バランスの設計が安定稼働の鍵になります。
巻取り(ワインダー)で決まる巻姿品質
巻取りは端面の揃い、硬さの均一さ、シワの有無など最終品質に直結します。巻取り張力が高すぎると材料が伸びたり内部に応力が残ったりし、低すぎると巻きが緩くなって荷崩れや端面の乱れにつながります。巻径の増加に応じて張力を段階的に変化させる「テーパーテンション」制御や、耳揃え機構による端面の整列など、仕上がり品質を安定させるための工夫が求められます。後工程での使いやすさを左右する重要な工程であるため、巻取り条件の最適化は品質管理の要です。
ロールtoロール方式のメリット(生産性・省人化・品質の再現性)

連続加工で処理量(生産量)を上げやすい
材料を流し続けられるため、停止回数が減るほど処理量が安定しやすくなります。枚葉方式のように一枚ずつセット・取り出しする手間がなく、巻出しから巻取りまで連続で処理できるため、同じ作業時間でもより多くの材料を加工できます。また、ターレット式の巻出し・巻取りを採用すれば、原反交換時の停止時間をさらに短縮でき、稼働率の向上にもつながります。生産ロットが大きい品種ほど、連続加工のメリットが出やすい方式です。
省人化・段取り削減で現場負担を減らしやすい
設定の保存(レシピ化)や自動補正がある機種では、作業者が変わっても同じ条件に戻しやすく、属人化の低減につながります。たとえばタッチパネルで幅・個数・速度などの加工条件を呼び出せる機種なら、段取り替えのたびにベテランが調整する必要が減り、新人や交替勤務でも安定した品質を維持しやすくなります。原反のセットや刃物交換の作業性が考慮された設計であれば、段取り時間そのものの短縮にも寄与します。人手不足が深刻化する現場ほど、こうした省人化設計の効果は大きくなります。
インライン化で品質を均一にしやすい理由
工程間の持ち替えが減り、キズやゴミ付着のリスクを下げやすくなります。枚葉方式では工程ごとに材料を移動・保管するため、その都度ホコリや異物が付着する可能性がありますが、ロールtoロールでは巻出しから巻取りまで材料が一連の流れで搬送されるため、外部要因による品質ばらつきを抑えやすくなります。加えて、張力やライン速度などの条件を一定に保ちながら連続加工するため、ロット内での品質の再現性が高く、後工程での検査・手直しの手間を減らすことにもつながります。
デメリット/導入時の注意点(制約・難易度・投資判断)

連続プロセスならではの制約(停止ロス/条件の幅)
連続工程は、止まるとロスが出やすく、再スタート時に張力や蛇行が乱れて不良が増えることがあります。また、張力制御・蛇行修正・除電・集塵など周辺要素も含めて設計するため、設備全体として高価格になりやすい点は要確認です。
品質トラブルが連鎖しやすい(前工程の影響)
ロールtoロールは高品質・高精度を求められるケースが多く、品質トラブルがシビアになりがちです。小さな蛇行やゴミ付着でも、後工程で端面不良や巻き姿不良として目立つことがあります。
外注(委託加工)と内製の判断軸
外注加工先の廃業・人手不足による納期長期化、原材料や輸送費の上昇などを背景に、重要工程を内製化したい動きも増えています。一方で内製化には、段取り替えや各部調整を行うための技術・運用体制(熟練度)も必要です。
安定生産の要:テンション(張力)制御の基礎

なぜ張力が重要?(シワ/伸び/破断の原因)
スリット品質と同じくらい重要で、調整が難しいのが、巻き取る張力の調整です。張力が高すぎると伸び・破断、低すぎるとたるみ・シワ・蛇行が起こりやすくなります。材料は目に見えない程度でも伸び縮みするため、張力は最重要管理項目です。
キンダイでは素材や工程に合わせて、張力のつくり方・測り方・制御の組み方まで含めて提案し、安定運転を支援しています。
張力制御の代表方式(ブレーキ/ダンサー/ロードセル)
張力制御でよく使われる要素は次のとおりです。
- パウダーブレーキ/パウダークラッチ:回転力を滑らかに変えて張力を安定させる
- サーボモーター巻取り:速度・回転力を細かく制御でき、高速運転や再現性に向く
- ダンサーローラー:たるみ量を吸収し、張力変動をなだらかにする
- ロードセル+テンションコントローラー:張力を数値で測り、自動で補正する
巻径変化・速度同期と制御の考え方
巻出し・巻取りではロール直径(巻径)が変化します。巻径に応じて張力を補正しないと、外周が緩い・内周が硬いなど巻きの硬さが不均一になり、後工程トラブルの原因になります。巻径の検出と張力補正は、巻き姿づくりの基本です。
もう一つの要:蛇行制御(EPC)・位置合わせ・静電気対策
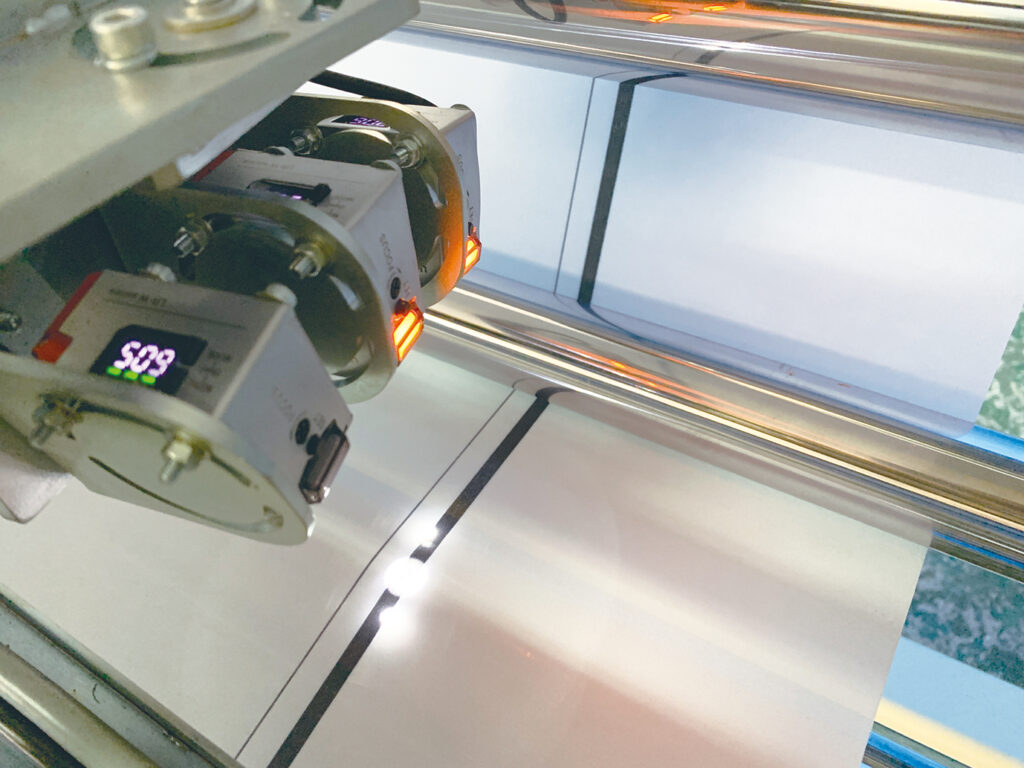
蛇行(ウェブガイド)の基礎とEPCの役割
蛇行は材料が左右にずれていく現象です。蛇行修正装置(EPC)は、センサーで位置を検出し、ローラーやフレームを動かして位置を戻します。素材により適した方式が異なり、EPC精度がずれると、良いスリット・良い巻取りをしても幅ズレや端面乱れにつながります。
見当合わせ(レジストレーション)と伸縮補正
印刷柄や塗工位置を合わせる工程では、見当合わせが重要です。張力や温度で材料が伸び縮みするため、検出と補正をセットで考えます。
静電気・粉塵・異物:帯電除去/集塵/クリーニング
帯電した材料には粉塵が吸い寄せられ、異物混入の原因になり不良につながります。除電・アース・集塵・清掃しやすい構造を組み合わせて対策します。
代表的な確認項目(導入前に“測るもの”を決める)
- 張力のばらつき/加減速時の乱れ
- 蛇行量(許容範囲内か)/EPC追従
- 巻き姿(端面・硬さ・シワ)
- 端面品質(粉塵・バリ・糸引き)
- 静電気・粉塵(ゴミ付着、清掃周期)
- 段取り替え・調整時間の短縮/条件設定の再現(保存・呼び出し、自動設定の範囲)
用途・業界別の活用例(ロールtoロールが活きる工程と製品)

包装材・粘着テープ:フィルム加工/スリット
幅精度と端面品質が重要。粘着材は糸引きや粉塵が課題になりやすく、刃選定と清掃性、除電・集塵まで含めた設計が効きます。
電子材料・電池材料:塗工/薄膜/多層コーティング
薄膜はわずかな伸び縮みでも品質に影響するため、張力安定、蛇行精度、位置合わせを高いレベルで管理します。
産業資材・不織布:幅広素材と品質要求
ほつれや毛羽立ち、粉塵が課題になりやすい素材です。用途によってはヒートカット(溶着しながら切断)が効果的です。
量産だけでなく試作での使いどころ(条件出しの考え方)
条件出しとは、蛇行・シワ・異物混入・巻き姿・端面品質などを一つずつ確認し、狙いの品質を再現できる条件を作る作業です。この段階で設定の保存(レシピ化)や自動化の範囲を決めておくと、段取り替え・調整時間の短縮につながります。
紙・繊維・自動車・ゴムなどでもスリット加工や巻取り工程の改善で活用されています。素材が近い場合は業界別の素材例も参考になります。
ロールtoロール設備選定チェックリスト(仕様整理)
必須スペック(基材幅・厚み・ロール径・速度・テンション)
- 基材幅(原反幅/仕上がり幅)・厚み
- 巻出し/巻取りのロール径(外径・紙管径)と重量
- ライン速度(通常/最大)と加減速の有無
- 張力の目安(伸びない範囲・シワが出ない範囲)
ロール長さの目安は、外径D・紙管径d・厚みtが分かれば次の近似式で見積もれます(単位は揃える)。
L ≒ π × (D² − d²) ÷ (4 × t)
品質要求(スリット精度・巻姿・外観・クリーン度)
- 幅精度(許容差)/端面(バリ・毛羽・ほつれ)
- 巻き姿(端面の揃い、硬さ、シワ)
- 粉塵・異物混入(許容レベル、清掃頻度)
省人化要件(段取り替え・設定保存・自動化範囲)
- 刃交換・幅変更・材料セットの作業性(位置決め、工具の要否)
- 設定の保存・呼び出し(レシピ化)/誤設定防止
- 自動補正の範囲(張力追従、EPC、速度同期)
見積依頼に必要な情報(要件整理テンプレート)
比較の抜け漏れを減らすため、最低限この5点を整理して伝えるとスムーズです。
| 項目 | 記入例 |
| 加工対象 | 素材名/厚み/幅/粘着の有無 |
| 加工内容 | スリット、ヒートカット、検査 など |
| 目標品質 | 幅精度、端面、巻き姿、ゴミ付着の許容 |
| 運転条件 | 速度、加減速、張力の目安 |
| 設置・運用 | スペース、電源、清掃頻度、段取り替え頻度 |
ロールtoロールの「切断・スリット」で失敗しないポイント
最終的に「指定幅に切れているか」「端面がきれいか」が製品価値を左右します。とくにスリットは粉塵・バリ・ほつれが出やすく、後工程トラブルにもつながるため重点工程です。
スリッターとは:縦スリット方式(シャー/スコア/レザー)
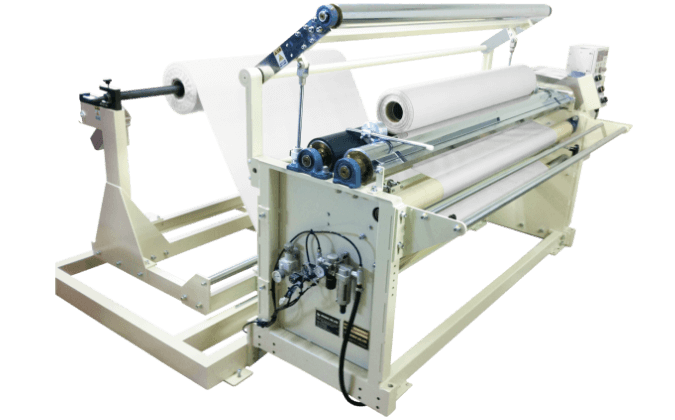
スリッターは、ロール材を流しながら縦方向に切り、複数幅に分割して巻き取る装置です。代表的な切り方は次の3つです。
- シャーカット:上下刃で“はさみ切り”。端面がきれいになりやすい
- スコアカット:刃を押し当てて切る。材料によっては粉塵が増えやすい
- レザー(かみそり刃)カット:薄物に向くことが多いが刃管理が重要
端面品質・粉塵・溶着をどう抑えるか
対策の基本は、①材料に合う刃を選ぶ、②張力と蛇行を安定させる、③粉塵を出さない・溜めない設計にする、の3点です。
ロールスリッター(輪切り)との違いと使い分け
ロールtoロールのスリッターが“縦方向に切る”のに対し、ロールスリッターはロール材を紙管ごと“輪切り(ブツ切り)”する方式です。操作をシンプルにしたい現場では導入検討が多い“人気の方式”で、人手不足対策としても有効です。
キンダイのロールスリッターはタッチパネルで幅や個数を設定できるなど、誰でも扱いやすい操作性を重視しています。
ほつれ対策ならヒートカット(溶着しながら切断)も検討
不織布や一部の繊維系材料では、ほつれ(毛羽立ち)や糸抜けが課題になることがあります。ヒートカットは熱を加えながら切断して端面を溶着させ、ほつれを抑える狙いがあります。
キンダイが日本初で独自開発した丸刃ユニットは世界中で使用されており、不織布・衛生材・産業資材など「ほつれを抑えたい」現場で検討されています。コピー品への注意喚起も行っています。
キンダイが支援できること(装置提案・カスタム・稼働支援)

“誰でも扱える”設計で属人化を減らす(タッチパネル等)
キンダイは新人の方や女性の方でも安心して使える機械づくりを重視し、タッチパネルでの設定、センサー検出、設定の保存(レシピ化)など、操作性を高める工夫を進めています。
対応素材の広さと品質安定(テンション/EPC/方式選定)
フィルム、粘着テープ、不織布、紙、金属箔、ラミネートなど、素材に合わせて張力制御・蛇行修正(EPC)・刃物選定・ヒートカットを組み合わせ、端面品質や巻き姿に合わせた仕様提案を行います。
改造・別注とアフターサービス(導入後の運用までサポート)
標準機だけでなく改造・別注の相談に対応し、設計開発から製造、納入後のサポートまで一貫して対応します。
IoTを活用した稼働支援(見える化・原因特定・予防保全)
キンダイはIoT(機械の状態を遠隔で確認する仕組み)を活用し、リモートでのトラブル確認や停止前後の自動録画などで復旧時間の短縮を支援しています。温度・振動・振れなどのセンサーで見えなかったデータを可視化し、条件出しのアシストや不良前のメンテナンス提案につなげることも可能です。
資料ダウンロード・お問い合わせのご案内

ロールtoロールは検討項目が多い分、課題をしっかり言語化して優先順位を付けることが大切です。「どこで困っているか(張力・蛇行・粉塵・端面など)」が整理できると、機種選定も進めやすくなります。
スリッター資料で、機種と仕様の全体像を確認する
ロールtoロールの検討であれば、まずはスリッター資料で仕様と選定の方向性を確認するのがおすすめです。
導入相談の進め方(用途相談・テスト加工・見積)
用途・仕様が未確定の段階でもご相談いただけます。導入検討では、材料・要求品質・処理量・困りごとを共有いただくと、提案の精度が上がります。キンダイでは、標準機の選定だけでなく別注仕様のご相談にも対応し、操作性や保全性も含めてご提案します。
ヒアリング:材料(幅・厚み・巻径など)と課題(端面不良、停止、段取り替え、安全面など)を確認します。
方式・機種のご提案:スリット/輪切り/ヒートカットのどれが合うか、必要なオプションも含めて整理します。
必要に応じてテスト加工:端面、粉、巻き姿、段取り時間などを事前に確認し、量産時の不安を減らします。
導入後のサポート:操作方法のご案内、点検・保全の相談、遠隔での状況確認など、稼働を支えるサポートまで含めて検討できます。
長く安定して使う設備だからこそ、「高品質・高耐久」「使いやすさ」「納品後のサポート」を重視したい場合は、メーカーの体制まで含めて比較することが重要です。用途に合う機種選定や仕様相談をご希望の方は、お問い合わせフォームよりご連絡ください。
お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
この記事の監修者

創業1945年産業機械開発メーカーである株式会社キンダイにて、スリッターやヒートカット機など多様な自社製品開発に従事。
40製品以上の特許・実用新案を取得してきた技術基盤を持つ同社において、2017年より海外展開を本格化し、ベトナムやタイをはじめとする東南アジア諸国へ展開。
現在はIoTやAIを用いて現場に蓄積されたアナログ情報を可視化し、判断や操作を支援することで、新人でも簡単に扱えるモノづくりを進め、新規事業開発にも貢献している。


お問い合わせはこちら
Contact us