
MENU








お役立ちコラム
Technology Information
スリッター
2026年01月30日
切断機とは?種類・選び方・安全対策までを詳しく解説
「切断機」は用途が広く、手工具から大型設備まで情報が混在します。本記事は工場で使う産業用切断機、とくにロール材(フィルム・粘着テープ・不織布・紙・金属箔など)の切断・スリット加工を中心に解説します。
スリッター/ロールスリッター(ロールカッター)/定寸裁断機/ヒートカット機の違い、品質・生産性・安全・費用(本体価格だけでなく運用費も含む)まで、設備選定に必要な判断ポイントをまとめました。
| 項目 | スリッター
|
ロールスリッター
|
| スリッター刃枚数 | 複数枚 | 1枚 |
| スリッター刃種類 | シェアカット(シャーカット) レザーカット(フェザーカット) スコアカット |
片刃 両刃 チップソー |
| スリット方式 | ロールtoロールでスリット | 紙管ごとスリット |
| スリット対象 | フィルム、シートなどの連続した素材 | ロール状の原反(紙管付き) |
| 熟練度 | 熟練技術が必要で属人的な機械になりやすい | タッチパネルで簡単設定、初心者や女性向き |
| 精度や品質 | 高精度 | 安定した精度 |
| 作業効率 | 高速で大量生産向き ※同じ材料を生産する場合に限る |
待ち時間なく効率的に、必要な分だけスリット可 |
| 安全性 | 操作者の技術による | 刃物は使用中以外カバー内で安全 |
| メンテナンス | 刃物交換や位置調整が高難易度 | 誰でも簡単に交換や調整可 |
| 対象ニーズ | 生産性重視、高精度重視 | 操作性や安定性重視 在庫削減や納期短縮に貢献 |
| 対象素材 | 小範囲 ※素材によって機種が変わる |
広範囲 ※1台で広範囲に対応可 |


目次
- 切断機とは?まず整理したい定義と「裁断機/カッター/スリッター」との違い
- 切断機の主な種類:刃物・熱・プラズマ/レーザー・ウォータージェット
- 【ロール材向け】スリッター/ロールスリッター/定寸カットの違い
- 切断品質を決める選定ポイント:精度・端面・バリ/ほつれ・熱影響
- 生産性を決める選定ポイント:処理速度、段取り替え、省人化
- 安全対策:機械安全・法令・教育(リスクアセスメントの実務)
- 安定稼働を左右する周辺要素:テンション制御・蛇行修正・静電気(除電)
- メンテナンスと故障を減らす:刃物管理、予防保全、チョコ停の見える化
- 価格相場と導入費用:本体価格だけでなく「導入後にかかる費用」も含めて考える
- 失敗しないメーカー選び:見積依頼の前に整理したい情報とテスト加工
- キンダイに相談して、現場に合う切断機の仕様を固める
切断機とは?まず整理したい定義と「裁断機/カッター/スリッター」との違い

切断機の検討で最初にやるべきは「工程の言葉」を揃えることです。ロール材の世界では“ロールカッター”と呼ぶ場合も多いため、実際に必要なのがスリット加工・輪切り・定寸裁断のどれかを明確にしましょう。
切断機の定義:材料を所定寸法に分離する加工設備
切断機は、材料を狙った形状・寸法に分離する設備です。材料(硬い/柔らかい、伸びる/脆い)と形状(ロール/シート)で方式が変わるため、用途と最終形から逆算して選定します。
似た用語の違い:裁断・スリット・輪切り・定寸カット
用語は「どの方向に切るか」と「最終形(ロール/シート)」で整理すると、目的に合う機械を選びやすくなります。
- 裁断:シートを切る(裁断機・断裁機など)
- スリット:幅方向に連続で切り分け、細幅ロールを作る(スリッター)
- 輪切り:紙管ごとロールを短尺に切る(ロールスリッター/ロールカッター)
- 定寸カット:長さ方向に切ってシート化する(定寸裁断機/シートカッター)
切断機の主な種類:刃物・熱・プラズマ/レーザー・ウォータージェット
切断方式は大きく「刃物」「熱」「非接触(レーザー等)」に分かれます。設備費・品質・安全・運用コストが変わるため、まずは大分類で候補を絞り、次に材料と要求品質で最適化するのが効率的です。
刃物で切る切断機(丸鋸・帯鋸・シャー・スリッター)の特徴
刃物による機械的切断は材料対応が広く、ロール材ではスリッター/ロールスリッターが中心です。刃物摩耗で品質が変動しやすいので、刃の選定・刃先管理・テンションや送り条件の作り込みが重要になります。
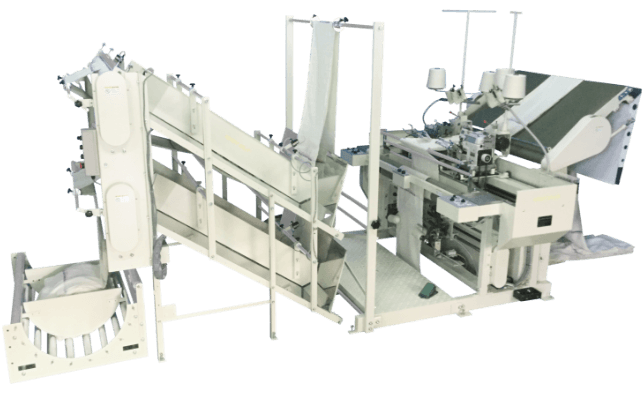
熱で切る切断(ヒートカット/熱線/超音波溶断)の特徴
ヒートカットは溶着しながら切るため、合成繊維・不織布で“ほつれ防止”に効果的です。一方で熱影響(焦げ・硬化・寸法変化)が出るため、温度と速度のバランス管理が欠かせません。
キンダイはヒートカット用途の丸刃ユニットを自社開発しており、耐久性やメンテナンス性まで含めた提案が可能です。 現場での使い方や材料特性も踏まえ、テスト加工を通じて条件出しから導入後の運用までサポートできます。
非接触で切る(レーザー・プラズマ・ウォータージェット)の特徴
レーザー・プラズマ・ウォータージェットは複雑形状や高精度が強みですが、設備費と安全管理の負担が大きくなりがちです。ロール材の量産では搬送・巻出し/巻取りまで含めて設備全体の適合性で判断しましょう。
【ロール材向け】スリッター/ロールスリッター/定寸カットの違い

ロール材の切断は「最終形」を先に決めると選定が早く進みます。特にロールスリッター(ロールカッター)は操作・保全が比較的シンプルで、初めての導入でも検討しやすい方式です。
- 細幅ロールにしたい → スリッター(スリット加工)
- 短尺ロールにしたい → ロールスリッター(輪切り/ロールカッター)
- シートで使いたい → 定寸裁断機(定寸カット)
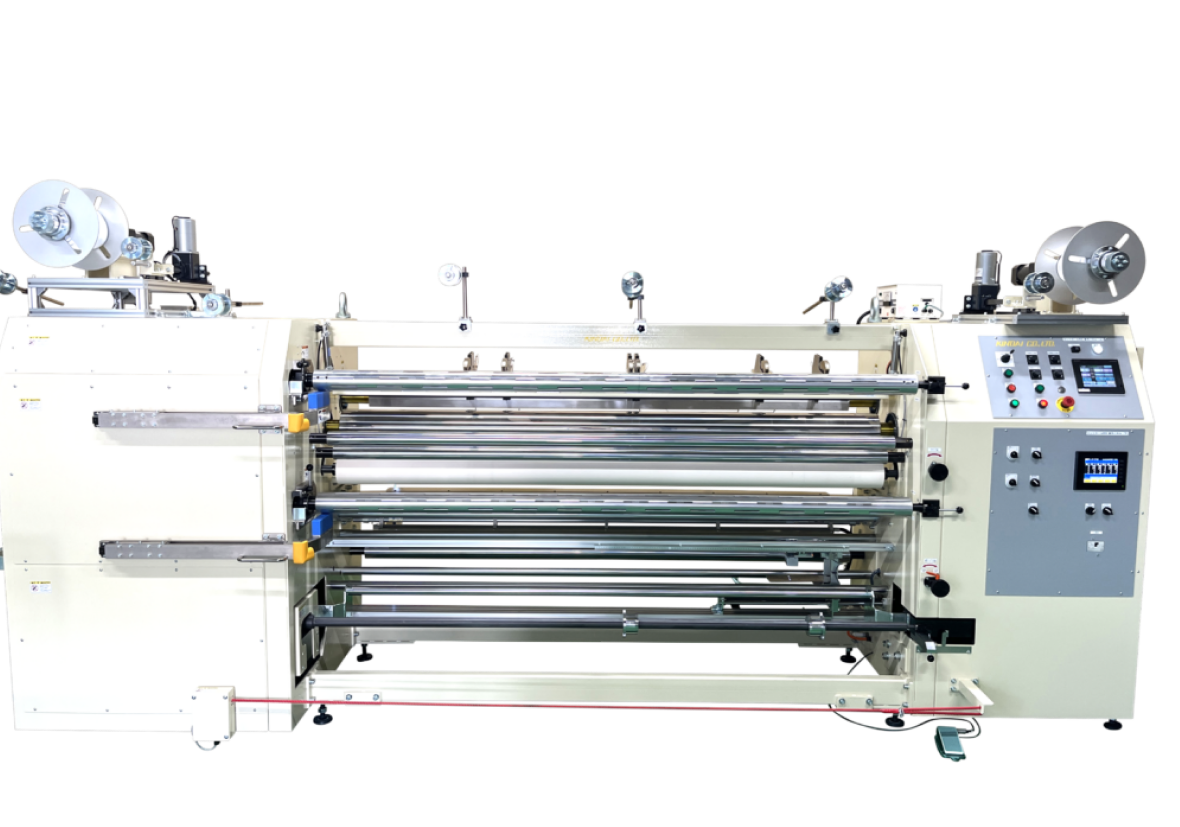
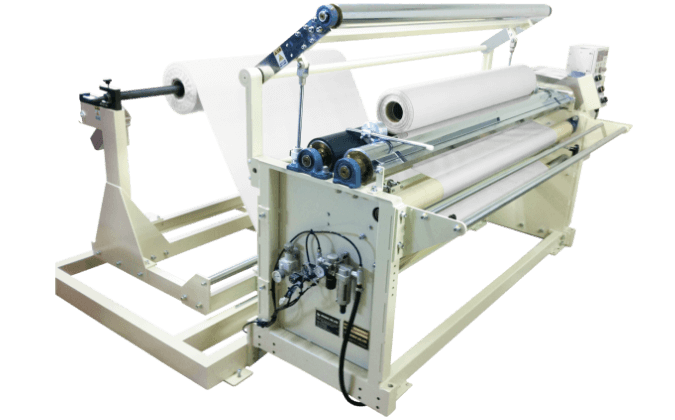
スリッター(ロールtoロールのスリット加工)とスリット方式
スリッターは巻出し→スリット→巻取りを連続で行い、細幅ロールを作ります。方式(シャーカット/スコア/レザー)とテンション設計で端面品質が変わるため、実材料でのテスト加工が有効です。
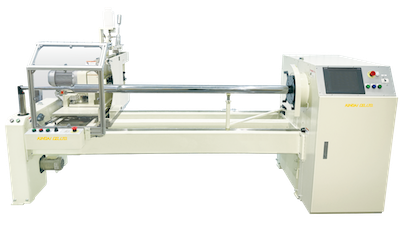
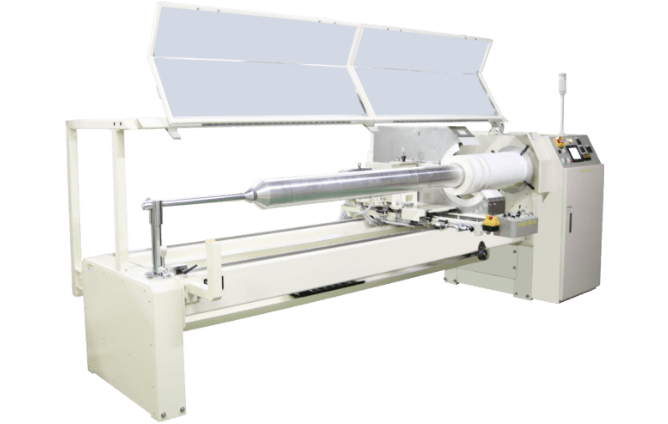
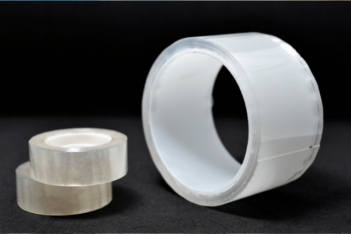
ロールスリッター(紙管ごと輪切り)とチップソー方式
ロールスリッターは紙管ごと輪切りする方式で、設定が直感的で段取りが短くなりやすいのが特長です。操作性・メンテナンス性が良く、新人や女性の方でも安心して扱える点が評価され、近年人気が高まっています。
定寸カット(シートカッター)と使い分けの目安
定寸カットは長さ方向に切ってシート化する方式で、設備としては定寸裁断機(シートカッター)と呼ばれます。後工程が検査・貼り合わせ・包装など“シート前提”のときに効果が出やすい方式です。
切断品質を決める選定ポイント:精度・端面・バリ/ほつれ・熱影響

品質の評価は「寸法精度」と「端面品質」を分けて考えるのがコツです。材料特性と切断条件の相性で不良の出方が変わるため、原因→対策→確認項目の順に整理します。
精度(切断幅・長さ・直角度)と再現性をどう担保するか
重要なのは“初期精度”より“再現性(ばらつき)”です。剛性、送り制御、テンション、蛇行、刃物摩耗がばらつき要因になるため、精度保証の条件と、刃交換後の再調整の手間まで確認しましょう。
端面不良(バリ・粉・毛羽・溶け・シワ)の原因と対策
端面不良は工程停止やクレームにつながりやすい代表トラブルです。よくある症状と、打ち手の方向性を押さえておきましょう。
- バリ:刃摩耗・条件不適 → 刃材/刃先・条件最適化
- 粉/ゴミ付着:摩耗粉・静電気 → 集塵・除電・清掃性
- 毛羽/ほつれ:繊維引き抜け → ヒートカット・刃先最適化
- 溶け/焦げ:熱影響 → 温度・速度・冷却の最適化
- シワ/たるみ:搬送が不安定 → テンション制御・蛇行修正
刃物/条件の基本:刃材、刃先、周速、テンション、冷却
刃材・刃先形状・周速/送り・クリアランス・テンションが切れ味と端面を決めます。材料変更のたびに条件が変わるため、調整しやすさと、条件を保存して再現できる仕組み(レシピ化)があるかも選定軸です。
生産性を決める選定ポイント:処理速度、段取り替え、省人化

生産性は「速度」だけでなく「段取り替え」「停止復帰」「作業者負荷」で決まります。省人化(自動化・見える化)まで含めて提案できるかが、導入効果の差になります。
生産能力(m/min・タクト)を見積もる考え方
最高速度ではなく、段取り・刃交換・検査・停止を含めた“実効能力”で比較します。必要処理量から逆算し、ピーク時に余裕が出る設計にすると稼働が安定します。
段取り替え短縮(レシピ化、設定予約、刃位置合わせ)のコツ
段取り短縮は、品質安定と省人化の両方に効きます。選定時は次のような機能・構造を確認しましょう。
- 条件保存・呼び出し(レシピ)
- 刃位置合わせの支援(ガイド/自動)
- 通紙・清掃・刃交換のしやすさ(安全に作業できるか)
自動化レベル(手動/半自動/全自動)と人手不足への効き方
自動化は“人を減らす”だけでなく“ばらつきを減らす”ためにも有効です。テンション自動制御、耳揃え、異常検知・自動停止などは、チョコ停や不良の抑制に直結します。
安全対策:機械安全・法令・教育(リスクアセスメントの実務)
切断機は危険源が多く、近年は安全要求がより厳しくなっています。リスクアセスメント(危険源の特定→低減)を軸に、装置側の安全機能と現場運用(教育・点検)をセットで整備しましょう。キンダイは顧客仕様に合わせた安全対策設計が可能で、大手メーカーとの取引で培った知見を活かせます。
危険源(回転刃・挟まれ・飛散)と基本の安全方策
主な危険源は回転刃への接触、巻込み・挟まれ、切断片の飛散です。基本は①本質安全設計 ②ガード/安全装置 ③表示・手順・教育の順に対策を積み上げます。
安全装置(ガード、インターロック、非常停止)と国際規格の考え方
固定/可動ガード、インターロック、非常停止、光電センサーなどを組み合わせて安全機能を構成します。仕様化の土台として、ISO 12100(JIS B 9700)や安全関連制御の考え方(ISO 13849 等)を踏まえると、社内審査や監査にも通しやすくなります。
教育・作業手順の整備(社内ルールの確認)
装置を安全に使うには、操作教育と作業手順の標準化が欠かせません。作業者が変わっても同じ手順で運用できるよう、点検項目や異常時の停止手順も含めてルール化し、必要に応じて安全衛生担当と確認しながら整備しましょう。
安定稼働を左右する周辺要素:テンション制御・蛇行修正・静電気(除電)

ロール材の切断は、刃物だけでなく「材料を安定して送ること」が品質と稼働率を左右します。端面不良や小さな停止(いわゆるチョコ停)が続く場合は、テンション制御、蛇行修正、静電気対策、集塵まで含めて見直すのが効果的です。
テンション制御:シワ・伸び・巻き姿の乱れを防ぐ
テンションが不安定だとシワ・たるみ・伸びが出て、スリット幅や巻き姿が乱れます。ロードセルやダンサーロール等で張力をフィードバック制御できるかがポイントです。
蛇行修正:端面揃え・歩留まりに効く仕組み
蛇行修正は、材料の端位置をセンサーで検出し、ガイドロールなどで走行を補正する仕組みです。端が揃うことで、耳揃えや巻き姿が安定し、幅のばらつきや後工程でのズレを減らせます。
静電気/集塵:フィルム・紙の粉付着、作業環境悪化を防ぐ
静電気は粉・ゴミ付着の原因になり、品質不良や作業環境悪化につながります。除電と集塵を組み合わせ、装置内の清掃性(メンテしやすさ)も含めて選定しましょう。
メンテナンスと故障を減らす:刃物管理、予防保全、チョコ停の見える化

トラブルを減らすには、刃物の管理と予防保全に加え“原因を早く特定できる仕組み”が効きます。キンダイは遠隔支援や記録機能など、保全負荷を下げる仕組みに力を入れています。
消耗品(刃物・砥石)の交換周期と品質管理
刃は切れ味が落ちてから交換すると不良が先に出ます。材料・条件ごとに交換目安(m数/ロール数/時間)を決め、端面の変化を定期的に確認する運用が有効です。
予防保全のポイント(点検項目、記録、部品供給)
ベアリング、ガイドロール、テンション機構、センサー位置など停止につながる箇所を優先して点検し、記録して傾向を掴みます。部品供給(リードタイム・在庫)も契約前に確認しましょう。
チョコ停・異常停止の原因追及を早める方法(カメラ自動録画/遠隔支援)
チョコ停は“止まった瞬間”が分からないと復旧が遅れます。停止前後の自動記録や遠隔での画面確認ができると、原因追及と再発防止が進みやすくなります。
価格相場と導入費用:本体価格だけでなく「導入後にかかる費用」も含めて考える
切断機の価格は仕様で大きく変わります。比較するときは本体価格だけでなく、消耗品、清掃や点検の手間、不良ロス、停止時間など、導入後にかかる費用も含めて整理すると安心です。
切断機の価格を左右する要素(仕様、対応材料、自動化、オプション)
価格差が出やすいのは、対応材料の難易度、対応幅・巻径・速度、精度の考え方、自動化の範囲、安全仕様、周辺オプション(テンション制御、蛇行修正、除電、集塵など)です。見積は「同じ前提条件」でそろえることが大切です。
ランニングコスト(電力、消耗品、廃棄物、停止損失)の見える化
電力より効くのは「刃物などの消耗品」「不良ロス」「停止損失」です。刃寿命が短いと交換作業と停止時間も増えるため、実材料での耐久確認と、作業のしやすさまで含めて評価しましょう。
導入効果の考え方:不良削減・安定稼働・省人化でどこが改善するか
導入効果は、歩留まり(不良)の改善、クレームや手直しの削減、検査工数の削減、段取り時間の短縮、保全時間の削減などで現れます。省人化は人手不足対策としても有効なので、導入目的の中で「どこを一番改善したいか」を先に決めておくと判断しやすくなります。
スリッターの価格相場|中古・新品、種類別に紹介し選び方も解説
失敗しないメーカー選び:見積依頼の前に整理したい情報とテスト加工

同じ『切断機』でも、方式や仕様でできることは大きく変わります。見積を依頼する前に条件をそろえ、テスト加工で量産時の不安を先に確認しておくと、メーカー比較や社内説明が進めやすくなります。
メーカーに伝えるべき材料/条件(材質、幅、厚み、巻径、要求精度)
提案精度を上げるには、材料と要求品質を具体的に伝えることが重要です。以下を揃えて相談するとスムーズです。
- 材料:材質、厚み、幅、巻径(内径/外径)、粘着の有無
- 要求:切断幅/長さの精度、端面基準(バリ/毛羽/粉/溶け)
- 条件:希望速度、生産量、段取り回数、稼働時間
- 困りごと:チョコ停、端面不良、静電気、粉、作業者負荷
条件がまだ固まりきっていない段階でもご相談いただけます。材料情報と困りごとを共有いただければ、用途に合う方式・機種の候補整理からサポートできます。
テスト加工・立会いで確認するチェックリスト(端面、粉、巻き姿、段取り)
端面品質、粉/ゴミ付着、巻き姿、蛇行、速度上限、段取り時間、操作性、停止復帰のしやすさを確認します。条件を変えたときの変化まで見ると、量産時のトラブルを減らせます。
導入後のサポート体制(遠隔診断、立上げ支援)を比較軸に入れる
立上げ支援、保全教育、部品供給、改善提案、遠隔での確認などのサポートは、稼働率や導入後の費用に大きく影響します。故障時の初動や復旧の流れ、連絡窓口を契約前に確認しておきましょう。
キンダイに相談して、現場に合う切断機の仕様を固める

ここまでの内容で、切断方式や不良の原因の見当がついたら、次は「自社の素材・運用に合う仕様」に落とし込む段階です。切断機は材料や速度、要求品質で最適な設計が変わるため、メーカーと一緒に条件をすり合わせる方が確実です。キンダイでは、設計・製造から納品後のサポートまで一貫して対応しています。
キンダイの強み:使いやすさ・耐久性・サポートまで大切にする
キンダイは「長く安心して使えること」と「現場で扱いやすいこと」を重視して機械づくりを行っています。たとえばスリッターではテンション制御や刃物方式の選定で端面品質と安定稼働を両立し、ロールスリッターでは初心者でも扱いやすい操作性を追求しています。さらに、標準機だけでなく改造・別注にも柔軟に対応しています。
- 高品質・高耐久:社内基準の検査と長年のノウハウをもとに、壊れにくく安定した機械を目指します。
- 提案力:作業のしやすさ、操作のしやすさ、生産性、品質まで含めて一緒に検討します。
- 柔軟な対応:標準機から別注機までの設計開発から販売までのすべてのプロセスを自社で完結できるトータルサポートの体制です。
- 信頼と実績:1945年創業の「KINDAI」ブランドとして、長く機械づくりを続けています。
- アフターサポート:納品後も、操作方法や点検・改善まで、できるだけ早くサポートします。
初めて操作する方でも安心して使えるように、設定のしやすさや安全面に配慮した設計思想も、キンダイの特長の一つです。
製品ラインアップと特長(スリッター/ロールスリッター/ヒートカット機)
ロール材の用途で多いのは、(1) 幅方向に細く切って巻き直す「スリッター」、(2) 紙管ごと短い長さに切る「ロールスリッター(ロールカッター)」、(3) 切断面を溶着してほつれを抑える「ヒートカット機」です。目的と材料に合わせて、方式と仕様を選び分けることが重要です。
- スリッター:ロールtoロールで連続スリット。テンション制御や刃物方式の選定で、端面品質と安定稼働を狙います。
- ロールスリッター:紙管ごと輪切り(短尺化)。設定が分かりやすく、段取り替えを短くしたい現場で選ばれています。
- ヒートカット機:熱を使って溶着しながら切断。合成繊維・不織布などで、毛羽やほつれを抑えたい用途に有効です。
機種のイメージや仕様の違いは、製品一覧(機種をまとめて確認)からご確認いただけます。
導入相談の進め方(用途相談・テスト加工・見積)
お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
導入検討では、材料・要求品質・処理量・困りごとを共有すると、提案の精度が上がります。キンダイでは、標準機の選定だけでなく別注仕様のご相談にも対応し、操作性や保全性も含めてご提案します。
- ヒアリング:材料(幅・厚み・巻径など)と課題(端面不良、停止、段取り替え、安全面など)を確認します。
- 方式・機種のご提案:スリット/輪切り/ヒートカットのどれが合うか、必要なオプションも含めて整理します。
- 必要に応じてテスト加工:端面、粉、巻き姿、段取り時間などを事前に確認し、量産時の不安を減らします。
- 導入後のサポート:操作方法のご案内、点検・保全の相談、遠隔での状況確認など、稼働を支えるサポートまで含めて検討できます。
長く安定して使う設備だからこそ、「高品質・高耐久」「使いやすさ」「納品後のサポート」を重視したい場合は、メーカーの体制まで含めて比較することが重要です。
用途に合う機種選定や仕様相談をご希望の方は、お問い合わせフォームよりご連絡ください。
この記事の監修者

創業1945年産業機械開発メーカーである株式会社キンダイにて、スリッターやヒートカット機など多様な自社製品開発に従事。
40製品以上の特許・実用新案を取得してきた技術基盤を持つ同社において、2017年より海外展開を本格化し、ベトナムやタイをはじめとする東南アジア諸国へ展開。
現在はIoTやAIを用いて現場に蓄積されたアナログ情報を可視化し、判断や操作を支援することで、新人でも簡単に扱えるモノづくりを進め、新規事業開発にも貢献している。


お問い合わせはこちら
Contact us