
MENU








お役立ちコラム
Technology Information
スリッター
2026年01月29日
巻き取り機とは?種類・仕組み・選び方と巻取り不良対策|工程の品質を安定化
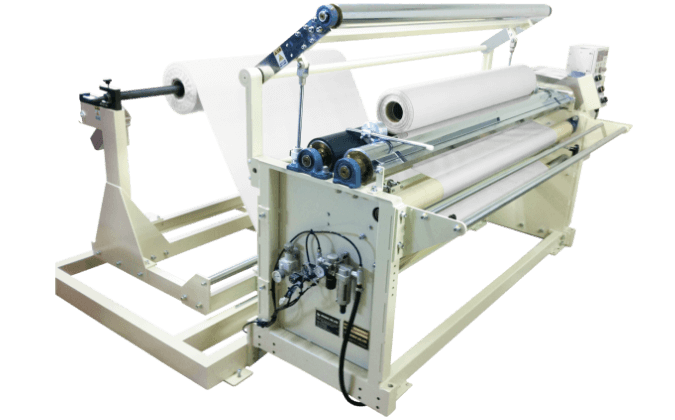
巻き取り機(巻取機/ワインダー/リワインダー)は、フィルムや不織布、紙、テープなどのロール材を、決まった条件で巻き取る装置です。
巻きの端面、シワ、巻きずれ(テレスコープ)に直結するため、用途の整理から、張力(テンション)管理、蛇行修正(EPC)、方式の違い、よくある不良と対策、仕様のまとめ方までを分かりやすく整理します。(※ケーブルやホースを巻く装置は対象外です。)
| 項目 | スリッター
|
ロールスリッター
|
| スリッター刃枚数 | 複数枚 | 1枚 |
| スリッター刃種類 | シェアカット(シャーカット) レザーカット(フェザーカット) スコアカット |
片刃 両刃 チップソー |
| スリット方式 | ロールtoロールでスリット | 紙管ごとスリット |
| スリット対象 | フィルム、シートなどの連続した素材 | ロール状の原反(紙管付き) |
| 熟練度 | 熟練技術が必要で属人的な機械になりやすい | タッチパネルで簡単設定、初心者や女性向き |
| 精度や品質 | 高精度 | 安定した精度 |
| 作業効率 | 高速で大量生産向き ※同じ材料を生産する場合に限る |
待ち時間なく効率的に、必要な分だけスリット可 |
| 安全性 | 操作者の技術による | 刃物は使用中以外カバー内で安全 |
| メンテナンス | 刃物交換や位置調整が高難易度 | 誰でも簡単に交換や調整可 |
| 対象ニーズ | 生産性重視、高精度重視 | 操作性や安定性重視 在庫削減や納期短縮に貢献 |
| 対象素材 | 小範囲 ※素材によって機種が変わる |
広範囲 ※1台で広範囲に対応可 |


目次
巻き取り機(巻取機・ワインダー)とは?用途と用語を整理
巻き取り機は、長尺材(ウェブ)をロール状に巻き取る装置です。出荷形態づくり、後工程に合わせた巻き替え、検査しながらの巻き返しなど、目的で必要機能が変わります。
巻き取り機/巻取機/ワインダー/リワインダーの違い
呼び方は揺れますが、リワインダーは巻き返し・巻き替え(巻き直し)用途で使われることが多い用語です。スリッター等の巻取部を探しているのか、単体で指定長巻替えしたいのかを先に決めると選定がブレません。
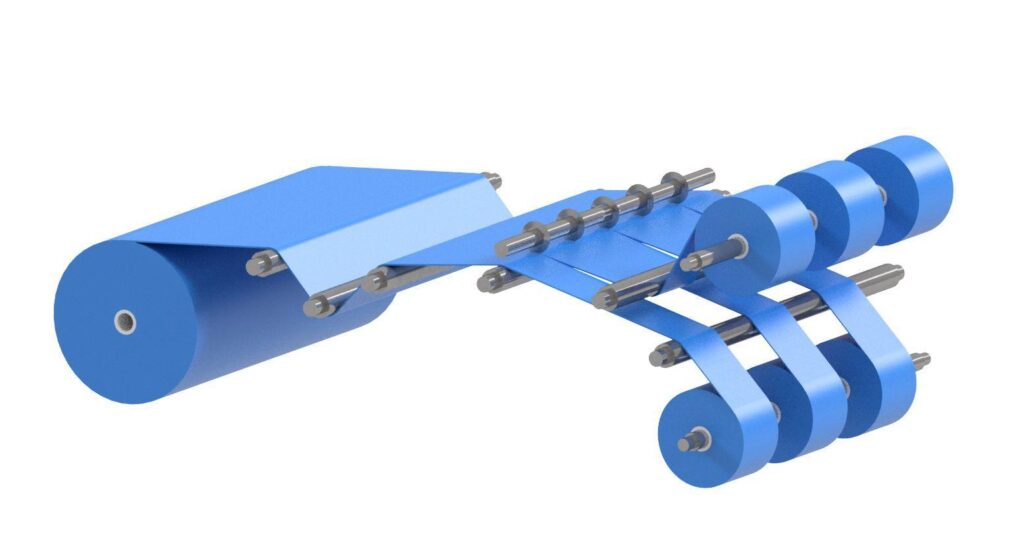
ロールtoロール工程での役割(巻出し→加工→巻取り)
ロールtoロールは、巻出し→搬送→加工→巻取りが連続します。巻取りは最終工程のため、前工程の張力変動や蛇行が端面乱れ・シワとして出やすいのが特徴です。周辺(巻出しブレーキ、ガイド配置、除電・集塵)もセットで考えます。
単体巻取機とスリッター内蔵巻取の違い(探しているものを明確に)
単体の巻取機は、巻き替え・巻き返し(巻き直し)が主な用途です。一方、スリッター(切断機)に組み込まれた巻取部は、切断条件や蛇行修正とセットで性能が決まります。「スリッター」も一緒に調べる方が多いので、工程に切断が入る場合は、スリッターも含めて検討すると安心です。
巻き取り品質を左右する基本:テンション制御・蛇行(EPC)・巻硬度

巻取り品質は、張力(テンション)・蛇行(ウェブ位置)・巻硬度(巻き締まり)の3つで決まります。ここが安定すると、シワ・テレスコ・端面乱れが減り、段取りも楽になります。
巻径変化と張力の関係:速度制御/トルク制御の考え方
巻径は変化するため、一定張力で巻くには巻径に合わせたトルク補正が必要です(巻径推定、ロードセル/ダンサーのフィードバック等)。速度だけで合わせると滑りや応力ムラが残りやすい点に注意します。
張力検出と制御方式:ロードセル/ダンサーロール/ブレーキ
張力の検出はロードセルが代表例。変動を吸収して制御を安定させるのがダンサーロールです。駆動・制動はパウダークラッチ/パウダーブレーキが主流で、最近はサーボモーターのトルク制御で応答性と省エネを狙う構成も増えています。
蛇行修正・耳揃え:エッジガイド(EPC)とセンタリング
蛇行修正装置(EPC)は、材料の端や印刷マークなどを見ながら位置ズレを検知し、ガイド機構で進む位置を整える装置です。『どこを基準にそろえるか(片側基準/センタ基準など)』の決め方が、端面のそろいに大きく影響します。
巻取軸(シャフト)と紙管(コア):段取りと端面品質の要点
コア内径・幅・精度、最大ロール重量に合わせてシャフト/チャック方式を選びます。コア精度や芯ブレは端面乱れ・テレスコの原因になるため、重量物ほど仕様取り決めが重要です。
巻き取り方式・種類:センタ巻き/サーフェス巻き/差動巻取
方式選定は、素材特性・速度・巻径・品質要求で最適が変わります。メリット・デメリットで比較できるよう、代表方式を整理します。キンダイでは、中心駆動・表面駆動・差動巻取など方式に合わせた提案や、改造・別注の相談も可能です。
| 方式 | 向き | メリット | 注意点 |
| 中心駆動 | 汎用 | 張力設計しやすい | 空気対策が必要な場合 |
| ニップ付き/ニア | 薄物 | 硬さ・端面を作りやすい | 圧痕/熱に注意 |
| 表面駆動 | 大径 | 重量ロールで安定 | 表面状態の影響大 |
| 差動巻取 | 多条 | 張力ばらつき吸収 | 保守前提 |
センタードライブ(中心駆動):ニップなし/ニップあり/ニア巻取
中心駆動は最も一般的。ニップなしはシンプルですが薄物では空気巻込みでシワが出やすいことがあります。ニップあり/ニア巻取は端面・硬さを作りやすい反面、素材によっては圧痕が出るため条件出しが必要です。
サーフェス(表面駆動)方式:大径・重量ロールでの考え方
表面駆動は大径・重量ロールで安定しやすいのが利点です。一方、汚れ・粉・粘着など表面状態の影響を受けやすいので、清掃性や滑り監視も含めて設計します。
フリクションシャフト(差動巻取):多条巻きの張力ばらつき対策
多条巻きでは各条で伸び・摩擦が違い張力がばらつきます。差動巻取は一定範囲で滑りを許容して張力差を吸収し、端面乱れや巻崩れを抑えやすい方式です。
目的別に選ぶ:自動巻取・巻替え・測長停止などの機能
方式が決まったら、運用に必要な機能を詰めます。特に巻替え(段取り)をどこまで自動化するかで、費用に見合う効果(どれだけ省人化できるか)が大きく変わります。
自動巻取機(指定長巻替え)で段取りと省人化を進める
指定長で自動停止し巻替えまで支援できる自動巻取機は省人化に直結します。確認ポイントは、長さ精度、切断・テープ止め方式、コア交換のしやすさ、巻替え時の張力乱れです。
ターレット巻取・自動巻替えで停止を減らす(注意点も)
ターレット式はライン停止を減らして稼働率を上げる選択肢です。ただし巻替え瞬間の張力変動で不良が出ると歩留まりを落とすため、品質リスクも併せて評価します。
測長停止/端末停止/耳落とし/シワ取り等のオプション
測長停止、端末検出、耳落とし、シワ取りロール、除電、集塵などの機能は、品質を安定させたり段取りを短くしたりするのに役立ちます。困っている症状(シワ、粉、粘着汚れ、端面など)から逆算して選ぶと、ムダな追加を減らせます。
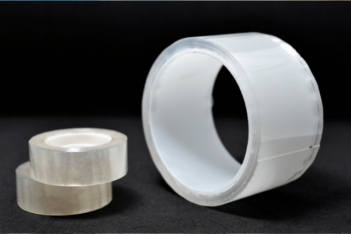
ボビン巻き・トラバース巻き(細幅テープ)の選定ポイント
細幅テープ等はトラバース巻きが必要な場合があります。仕様が大きく変わるため、早めに切り分けるのがポイントです。
素材別の注意点:フィルム/不織布/紙/粘着テープ/金属箔

素材が変わると“巻ける条件の幅”が変わります。弱点(伸び、粉、粘着、帯電)を押さえると、必要な制御・周辺装置が見えてきます。
フィルム:伸び・シワ・空気巻込みを抑える条件の方向性
フィルムは薄いほど、空気を巻き込みやすくシワが出やすい素材です。まずは次のポイントを確認します。
- 張力:上げすぎると伸び・シワの原因。まずは必要最小限から
- 空気抜き:ニップロールやスプレッダで空気層を調整
- 巻締り:テーパテンションで内外の硬さ差を小さくする
- 静電気:ゴミ付着や巻ズレにつながるため、除電と清掃性もセットで検討
不織布・紙:毛羽/粉・静電気・たるみ対策と周辺装置
不織布・紙は毛羽/粉が出やすく、ロールやセンサーの汚れがトラブルの原因になります。張力を上げすぎると破れや伸びにつながるため、低張力でも安定させる工夫が大切です。
- たるみ対策:ダンサーロールやガイド配置でウェブ姿勢を安定
- 汚れ対策:集塵・吸引、ウェブクリーナーで粉を減らす
- 静電気対策:除電で付着と蛇行を抑える
- ロール材質:粉が溜まりにくい表面、清掃しやすい構造を選ぶ
粘着テープ・ラミネート:ブロッキングと端面崩れの予防
粘着テープやラミネートは、巻締りが強いとブロッキング(貼り付き)や端面崩れが起きやすい傾向があります。温度や保管条件の影響も受けやすいため、機械条件と一緒に見直します。
- 張力/ニップ:巻締り過多にならないよう段階的に調整
- テーパテンション:巻径に合わせて張力を落とし、内層のつぶれを防ぐ
- 温度/保管:高温で貼り付きやすい。保管環境も確認
- 金属箔/複合材:キズが致命傷になりやすいので、ロール表面の清掃と低張力を意識
よくある巻取り不良と原因・対策(トラブルシューティング)

症状だけで判断せず、発生位置とタイミングで切り分けると改善が早いです。条件変更は1つずつ行い、再現性を取ります。
| 症状 | 代表原因 | まず試す対策 |
| シワ | 張力/空気/芯ズレ | 張力↓・ニップ調整・芯出し |
| テレスコ | 硬度不足/固定 | テーパ見直し・コア固定 |
| 端面乱れ | EPC/中心ズレ | センサー位置・芯出し |
シワ:発生位置で原因を切り分ける(張力/ロール/ガイド)
巻始めだけなら通紙・芯出し、巻途中で増えるなら張力や空気巻込み、特定速度域なら振動やロール表面状態が疑われます。①張力→②芯ズレ→③ガイド配置→④ニップの順で確認します。
テレスコープ・巻崩れ:巻硬度/ニップ/摩擦/コア固定
テレスコは巻硬度不足、コア固定不良、張力/テーパ設定不適で起きます。ニップとテーパテンションをセットで最適化し、コア仕様(内径・強度)も見直します。
端面乱れ・耳揃え不良:EPC設定と芯出しの確認ポイント
①センサー(検出と基準)、②機械中心(ロール平行)、③搬送経路(入側スパン)の3点が基本です。センサー調整の前に“機械の芯出し”を疑うのが近道です。
巻取条件の決め方:ニップ荷重・張力・テーパテンション

「条件をどう決めるか」は検索意図の核です。ここでは“ニップ→張力→テーパ”の順で考えると整理しやすい、という実務的な視点でまとめます。
空気膜起因と応力起因を分ける:ニップと張力の役割
トラブルは空気膜起因(表層のズレ・シワ)と応力起因(ブロッキング・テレスコ)が混在します。ニップは空気層、張力は内部応力を主に作るため、主因の切り分けが改善の近道です。
テーパテンション制御:巻締り/ブロッキング回避の考え方
テーパテンションは、巻径が大きくなるにつれて張力を下げて巻締り過多を防ぐ制御です。“巻始め100%→フル巻径で70〜90%”から始め、素材と不良傾向に合わせて調整します。
試作→条件再設定の手順:データ取りと再現性の作り方
試作から条件を固めるまでの基本的な手順は、次のとおりです。
- まず代表的な条件(張力・速度・ニップなど)で試し巻きする
- 巻径の変化に対して、不良の有無や端面の状態を記録する
- 条件を1つずつ変えて巻き直し、変化を確認する
- 良かった条件を保存し、チーム内で共有する
端面の写真や停止の記録を残すと、次回の立ち上げが早くなります。
仕様検討チェックリスト
仕様がぼんやりしたままだと、見積もりや提案に時間がかかりがちです。下の項目を整理してから相談すると、やり取りがスムーズになり、比較もしやすくなります。
必須仕様:原反幅・巻径・速度・テンション・コア・重量・長さ
- 素材(厚み・伸び・粘着/粉・帯電など)
- 原反幅/巻出し径・巻取り径/ライン速度
- 張力レンジ/コア仕様(内径・幅)/最大重量
- 品質要求(端面、巻硬度、耳揃え基準)
- 指定長運用(測長停止・巻替えタイミング)
既存ライン接続:レイアウト/電源/エア/搬送/除電/集塵
- 設置スペース(搬送導線・保守スペース)
- 電源容量・盤位置・アース
- エア(圧/流量:エアシャフト等)
- 信号連携(停止・速度同期・異常信号)
- 搬送方法と安全柵、除電・集塵・清掃性
立ち上げ・保守:点検、消耗品、教育、遠隔支援まで含める
- 試運転と条件出し支援、操作教育
- 点検周期と消耗品の想定交換
- 部品供給と代替部品の考え方
- 遠隔でのサポートができるか、停止や稼働の記録が取れるか
巻取機選定:省人化・稼働率・安全で差がつく

最後は「現場で無理なく回るか」です。品質だけでなく、操作性・稼働率・安全まで含めて、費用に見合うかどうかが決まります。
誰でも扱える操作性:タッチパネル/レシピ/センサー運転
条件の見える化とレシピ保存、前面操作集約、センサー運転で属人化を減らします。条件がブレにくくなるため、品質も安定しやすくなります。
稼働状況の見える化:小さな停止(チョコ停)・停止記録・遠隔サポート
停止の記録を見ながら原因を一つずつ減らし、遠隔で状態を確認できると復旧が早くなります。さらに停止の前後を自動で記録できる仕組みがあると、原因が見つけやすく、再発防止にも役立ちます。
安全対策:挟まれ防止、重量物、高電圧/静電気の注意
ガード・インターロック・非常停止、重量物搬送の手順、除電装置など高電圧機器の扱いまで含め、仕様段階で決めておきます。
キンダイに相談して、現場に合う巻き取り機仕様を固める

ここまでの内容で、巻き取り方式や不良の原因の見当がついたら、次は「自社の素材・運用に合う仕様」に落とし込む段階です。巻き取りは材料や速度、要求品質で最適な設計が変わるため、メーカーと一緒に条件をすり合わせる方が確実です。キンダイでは、設計・製造から納品後のサポートまで一貫して対応しています。
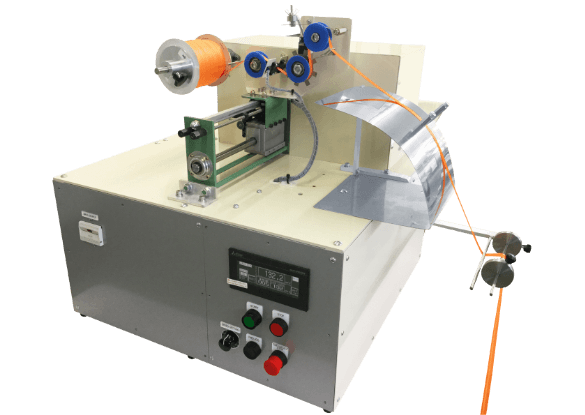
キンダイの強み:使いやすさ・耐久性・サポートまで大切にする
キンダイは「長く安心して使えること」と「現場で扱いやすいこと」を重視して機械づくりを行っています。たとえば自動巻取機(例:KW-316EF)は、省力化を進めながら、テンション(張力)の安定や耳揃えなど巻取り品質の要点を押さえる設計です。さらに、標準機だけでなく改造・別注にも柔軟に対応しています。
- 高品質・高耐久:社内基準の検査と長年のノウハウをもとに、壊れにくく安定した機械を目指します。
- 提案力:作業のしやすさ、操作のしやすさ、生産性、品質まで含めて一緒に検討します。
- 柔軟な対応:標準機から別注機までの設計開発から販売までのすべてのプロセスを自社で完結できるトータルサポートの体制です。
- 信頼と実績:1945年創業の「KINDAI」ブランドとして、長く機械づくりを続けています。
- アフターサポート:納品後も、操作方法や点検・改善まで、できるだけ早くサポートします。
初めて操作する方でも安心して使えるように、設定のしやすさや安全面に配慮した設計思想も、キンダイの特長の一つです。
巻取機だけでなく、周辺工程までまとめて相談できる
巻き取り機は「巻く部分」だけでなく、巻出し・搬送・除電や集塵、場合によってはスリット(切断)工程まで含めて考えると、トラブルが減りやすくなります。キンダイは、巻取機に加えてスリッター、ロールスリッター、ヒートカット機などロール材の加工工程に強みがあるため、現場の目的に合わせて工程全体を見ながら相談できます。
関連ページ:自動巻取機/スリッター(資料)
仕様の目安を確認したい方は、まず製品ページで標準仕様の考え方を押さえるのがおすすめです。スリット(切断)工程も含めて検討したい場合は、スリッターの資料を見ながら比較すると、必要条件が整理しやすくなります。
ご不明点や「この条件で巻けるか?」といった確認は、各ページからお気軽にご相談ください。
この記事の監修者

創業1945年産業機械開発メーカーである株式会社キンダイにて、スリッターやヒートカット機など多様な自社製品開発に従事。
40製品以上の特許・実用新案を取得してきた技術基盤を持つ同社において、2017年より海外展開を本格化し、ベトナムやタイをはじめとする東南アジア諸国へ展開。
現在はIoTやAIを用いて現場に蓄積されたアナログ情報を可視化し、判断や操作を支援することで、新人でも簡単に扱えるモノづくりを進め、新規事業開発にも貢献している。


お問い合わせはこちら
Contact us