
MENU








お役立ちコラム
Technology Information
機材全般
2026年01月29日
包装機とは?種類・選び方・導入効果と、包装フィルムのスリット/巻取りまで解説
包装機(包装機械)は、製品を一定の形で包み、数量や品質をそろえるための機械です。人手不足や多品種化の中で「止めない運用」をつくることが重要になっています。
停止や不良の原因は機械だけとは限りません。包装フィルムの幅や巻き取り状態が原因で、蛇行や噛み込みが起きることもあります。本記事では包装機の基本に加え、包材の前工程(スリット/巻取り)の重要性もまとめます。
| 項目 | スリッター
|
ロールスリッター
|
| スリッター刃枚数 | 複数枚 | 1枚 |
| スリッター刃種類 | シェアカット(シャーカット) レザーカット(フェザーカット) スコアカット |
片刃 両刃 チップソー |
| スリット方式 | ロールtoロールでスリット | 紙管ごとスリット |
| スリット対象 | フィルム、シートなどの連続した素材 | ロール状の原反(紙管付き) |
| 熟練度 | 熟練技術が必要で属人的な機械になりやすい | タッチパネルで簡単設定、初心者や女性向き |
| 精度や品質 | 高精度 | 安定した精度 |
| 作業効率 | 高速で大量生産向き ※同じ材料を生産する場合に限る |
待ち時間なく効率的に、必要な分だけスリット可 |
| 安全性 | 操作者の技術による | 刃物は使用中以外カバー内で安全 |
| メンテナンス | 刃物交換や位置調整が高難易度 | 誰でも簡単に交換や調整可 |
| 対象ニーズ | 生産性重視、高精度重視 | 操作性や安定性重視 在庫削減や納期短縮に貢献 |
| 対象素材 | 小範囲 ※素材によって機種が変わる |
広範囲 ※1台で広範囲に対応可 |


目次
包装機(包装機械)とは?(定義・包装の範囲・梱包機との違い)

「包装機」は意味が広く、個装だけでなく箱詰め・段ボール詰めまで含めて語られることもあります。まずは範囲をそろえて、必要な機械を整理しましょう。
JIS用語で見る「包装」と「包装機械」の定義
JISの包装用語では、包装は中身を守り、運びやすく・使いやすくするための工夫まで含みます。包装機械は、その包装を行う機械の総称です。
個装・内装・外装と、包装ライン全体の考え方
包装は、個装(一次)→内装(二次)→外装(物流)に分けると整理しやすくなります。自社が自動化したい範囲を先に決めると、比較がスムーズです。
「包装機」「梱包機」の使い分け
目安として、包装機は個装寄り、梱包機は段ボール詰めなど物流寄りで使われることが多いです。呼び名よりも「何を、どんな形で、どの速度で」が伝わるように整理しましょう。
包装機の種類:工程別に全体像をつかむ
包装機にはさまざまな機種名がありますが、機種名だけで探すと迷いやすいので、まずは「どの工程を担当するか」で見ていきます。大きく分けると、製品を1つずつ包む「一次包装(個装)」、複数個をまとめる「二次包装(内装)」、段ボール詰めなどの「物流包装(外装)」の3段階があり、それぞれに適した機械が存在します。
| 工程の目安 | 代表的な機械 | 向いているケース(例) |
| 一次(個装) | ピロー包装機(縦型/横型)、真空包装機、シュリンク包装機 など | 製品を1つずつ包みたい |
| 一次(既製袋) | 給袋式自動包装機(パウチ・チャック袋) | 多品種を切り替えて包みたい |
| 二次/物流 | カートナー、ケースパッカー、封函機 など | 箱詰め・段ボール詰めまで自動化したい |
自社の包装ラインのうち、どの工程にボトルネックがあるのかを先に把握しておくと、機械選びがスムーズに進みます。すべてを一度に自動化する必要はなく、まずは最も停止や不良が多い工程から着手するのが現実的です。
フィルムから袋を作る包装機(縦ピロー/横ピロー)
ロール状フィルムから袋を作りながら充填・シールする方式です。縦型ピロー包装機は粉体や顆粒など上方から落とし込む製品に向き、横型ピロー包装機は固形物やトレー品など横から搬送する製品に向いています。いずれの方式でも、フィルムの蛇行や張りムラがあるとシワやシール不良が出やすくなるため、包材の状態も重要です。フィルムのロール径や幅精度がばらつくと、袋の長さや位置合わせにも影響が出るため、前工程でのスリット精度が安定稼働の鍵になります。
給袋式自動包装機(既製袋・多品種対応)
既製袋を供給して、開口→充填→封かんする方式です。パウチやチャック袋、スタンドパックなど袋の形状に合わせて対応できるため、多品種・少量生産に向いています。袋の寸法ばらつきや開口のしやすさは安定稼働に影響するため、導入前に実際の袋を使った現物確認を行うと安心です。品種切り替えが頻繁な場合は、袋サイズの変更に要する時間や段取りの手順も比較のポイントになります。
充填機・シール機・ラベラーなど単機能の機械
工程の一部だけを自動化したい場合は、単機能機を追加する方法もあります。たとえば、手作業で充填している工程に充填機だけを導入する、シールだけを自動化するといった段階的な投資が可能です。ただし、前後工程の搬送やタイミングまで含めて設計しないと、かえって滞留やタクトタイムのばらつきが出ることがあるため、ライン全体の流れを見ながら検討することが大切です。
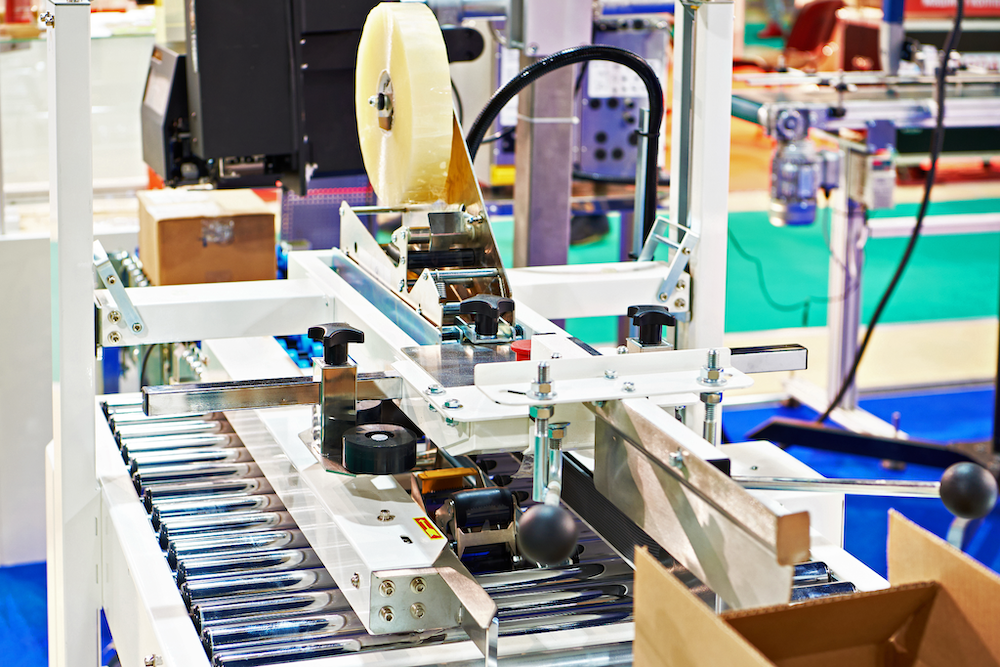
二次包装・物流包装(箱詰め/段ボール詰めなど)
一次包装の後工程として、カートナー(箱詰め機)やケースパッカー(段ボール詰め機)、封函機などがあります。一次包装と能力バランスが合わないと滞留や詰まりが起きやすくなるため、ライン全体の流れを見ながら機械を選びましょう。特に一次包装側の処理速度が上がった場合に、下流が追いつかずボトルネックになるケースは少なくありません。増産計画がある場合は、二次包装側の処理能力にも余裕を見ておくと安心です。
包装機の基本の仕組み(工程の流れで理解する)
機種が違っても、包装機の基本的な工程の流れは共通しています。供給→充填→シール→印字・検査→排出の順に製品が流れ、各工程で必要な処理が行われます。停止や不良が発生したとき、この流れのどこで問題が起きているかを切り分けると原因が見つけやすくなります。
- 供給・整列(製品や袋・フィルムを安定して送る)
- 計量・充填(入れる量をそろえる)
- シール(温度・圧力・時間が重要)
- 印字・検査(印字、外観・異物検査など)
- 排出・箱詰め(不良排出、次工程へ受け渡し)
各工程が独立しているようで、実際には前の工程の安定度が次の工程に大きく影響します。たとえば供給が不安定だとシールの位置がずれ、結果として不良品が増えるという連鎖が起きます。トラブル対応の際にも、発生箇所だけでなく上流に原因がないかを確認することが重要です。
供給・計量・整列:上流の乱れは停止につながる
供給の向きズレや欠品、計量の不安定が続くと、包装側で詰まりやすくなります。特にピロー包装機の場合、フィルムの供給が不安定だと袋長さのばらつきやシール位置のずれにつながります。まずは上流から”安定して流れているか”を確認しましょう。計量の精度は充填量の過不足に直結するため、定期的な校正も欠かせません。
シール品質の考え方:機械条件+包材の状態
シール不良は温度・圧力・時間の条件だけでなく、フィルムの材質・厚み・滑り性にも左右されます。同じ設定でもフィルムのロットが変わると仕上がりが変わることがあるため、包材の受入時に状態を確認する運用が有効です。蛇行や張りムラがあると不良が増えやすいので、包材側の状態もセットで整えることが大切です。シール温度を上げすぎると焦げや収縮が出るため、適正な温度範囲を記録しておくと再現性が高まります。
印字・検査・排出:不良を出さない流れづくり
印字は賞味期限やロット番号の視認性に関わるため、にじみや欠けがないかを定期的に確認します。検査精度だけでなく、排出後の流れが詰まらないかも重要です。不良品の排出が間に合わないと良品に混入するリスクがあるため、排出装置の反応速度やストッカーの容量にも注意が必要です。ライン全体で止まりにくい設計を目指しましょう。
包装機を導入するメリット(生産性・品質・コストの見方)
導入効果は省人化だけでなく、品質の安定や包材ロス削減にも表れます。導入前後で何を改善したいかを先に決めると、機種選定の判断基準が明確になり、導入後の効果測定もしやすくなります。
省人化と品質のばらつき低減
充填量やシール位置、袋の寸法などを機械で標準化できるため、担当者による仕上がりの差を小さくできます。手作業では経験者と新人で品質差が出やすい工程も、機械化すれば一定の水準を維持しやすくなります。教育にかかる時間や負担も抑えられるため、人材の入れ替わりが多い現場では特にメリットが大きいです。
包材のムダ・不良品の削減
フィルム長さやシール幅を一定にしやすくなるため、過剰包装や包材ロスを抑えやすくなります。手作業ではフィルムの使い方にばらつきが出やすく、1日単位で見ると小さな差でも、年間では大きなコスト差になることがあります。不良が減れば再包装や返品対応も減り、トータルの作業時間削減にもつながります。
小さな停止が積み重なると効いてくる
数秒〜数十秒の小さな停止(いわゆるチョコ停)が多いと、稼働率が下がり実際の生産量は伸びません。1回の停止は短くても、1日に数十回〜数百回繰り返されると、生産計画への影響は無視できなくなります。停止回数と原因を記録し、よく起きる停止から優先的に対策することが大切です。原因を特定するために、停止前後の状況を記録できる仕組みがあると改善が進みやすくなります。
包装機の選び方(失敗しないチェックリスト)
比較の前に、製品・包材・運用条件を整理することが最優先です。仕様が固まっていない状態で比較を始めると、後から仕様変更が重なり、コストやスケジュールに影響が出ることがあります。次の項目をそろえると相談がスムーズに進みます。
- 包装するもの:形状・重量・温度帯・衛生面
- 包装の形:袋/トレー/ボトル/箱など
- 包材:材質・厚み・幅・ロール径・芯径・印刷有無
- 目標能力:1分あたりの数量、稼働時間、ピーク量
- 品種:切り替え頻度、切り替えにかけられる時間
- 品質:シール強度、外観、印字、検査項目
- 設置:スペース、電源・エア、周辺設備との接続
これらの情報をA4一枚の条件表にまとめておくと、複数メーカーへの問い合わせや比較がしやすくなります。
包装対象と包装形態の相性
固形・粉体・液体などで向く方式が変わります。たとえば粉体は飛散しやすいため密閉性の高い方式が必要になり、液体は漏れ防止やシール性能が重視されます。製品の制約条件(温度帯、衛生要件、破損しやすさなど)を先に整理して候補を絞り込むことで、適切な方式を選びやすくなります。
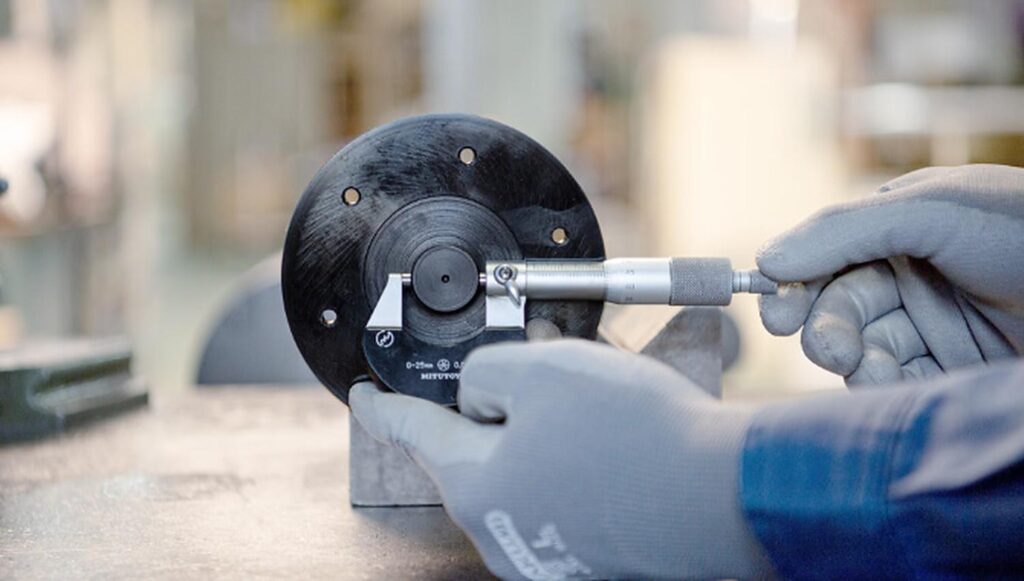
包材条件と供給の安定
ロールフィルムを使用する場合、幅精度や巻き取り状態が安定稼働に直結します。幅のばらつきが大きいとフィルムの蛇行や噛み込みの原因になり、巻きズレや端面の荒れがある場合は供給が不安定になります。こうした問題が繰り返し起きる場合は、前工程(スリット/巻取り)の見直しも有効な対策です。包材メーカーとの条件すり合わせに加え、自社でスリット加工を行う体制を検討する価値もあります。
能力と切り替えのしやすさ
最大速度だけでなく、品種切り替えにかかる時間、清掃のしやすさ、設定の呼び出しやすさなど、日々の使いやすさも重要な比較ポイントです。多品種を扱う現場では、カタログ上の最大能力よりも、段取り替えを含めた実効能力のほうが生産性を左右します。レシピ機能(品種ごとの設定を登録・呼び出しできる機能)の有無も確認しておくと便利です。
衛生・安全・保全
食品や医薬品を扱う場合は、洗浄のしやすさや分解・組立の容易さが重要です。安全カバーやインターロックの仕組み、消耗品交換の頻度やしやすさ、メーカーのサポート体制まで確認しておくと導入後に困りにくくなります。消耗品の供給が安定しているか、緊急時の対応スピードはどうかなど、機械本体以外の条件も比較しましょう。
費用感の考え方:価格は「仕様」と「ライン範囲」で大きく変わる
包装機は仕様や対応範囲で価格差が大きく、前後工程を含めると必要な設備範囲も広がります。本体だけでなく”ラインとして動く状態”をゴールに据えると、全体のコストと効果を正しく比較しやすくなります。
初期費用:本体+前後装置+据付・立上げ
本体に加え、供給装置・検査装置・搬送コンベアなどの前後装置、据付工事、試運転、条件出しまで含めた総額で考えることが大切です。本体価格だけで安い・高いを判断すると、後から必要になるオプションや付帯工事で予算を超えることがあります。見積を取るときは、「ライン全体で稼働できる状態にするために何が必要か」を確認しましょう。設置場所の電源容量やエア配管の確認も忘れやすいポイントです。
運用費:包材・消耗品・保守+停止の損失
包材ロスや再包装が増えると年間で大きな差になります。消耗品(刃物、ヒーター、ベルトなど)の交換頻度や価格、定期点検の費用に加え、停止によって生産計画が崩れる損失も含めて見ておくと安心です。特にチョコ停が頻発する場合、直接的な包材ロスに加えて復旧作業の人件費もかかるため、トータルの損失は想定以上に大きくなることがあります。
「何年で元が取れるか」の試算の型
投資回収を試算するときに見るポイントは、作業時間削減、包材ロス削減、停止時間削減による生産量アップの3つです。それぞれを金額に換算し、年間の削減効果を合計すれば、大まかな回収期間が見えてきます。数字が難しい場合も、まずは仮置きで良いので形にすると判断しやすくなります。導入前の現状を数値化しておくと、導入後の比較もしやすくなります。
最新トレンド:省人化と「止めない運用」を支える仕組み

近年は、機械をネットワークにつないで稼働状態を見える化する仕組み(IoT)の導入が広がっています。現場に行かなくても設備の状態がわかり、遠隔でのサポートやトラブル対応が可能になるケースが増えています。また、停止理由を記録・分類して蓄積する運用は、改善活動の土台になります。
遠隔サポート・予防保全:復旧を早くする
稼働ログやアラーム履歴を記録に残し、必要に応じてメーカーが遠隔で状況確認できると、トラブル発生時の復旧が格段に早くなります。従来は「電話で症状を伝える→出張手配→現場確認」という流れだったものが、遠隔接続で即座に原因を特定できるようになれば、ダウンタイムの大幅な短縮につながります。導入時から”記録の取り方”まで決めておくと改善が続けやすいです。
複数メーカーのラインで困りがちなこと
包装ラインは複数メーカーの機械で構成されることが多く、機械ごとにデータの呼び方やフォーマットが異なると、横断的な分析や改善が進みにくくなります。まずは停止理由の分類や記録項目を統一するだけでも、ライン全体の傾向を把握しやすくなり、効果的な改善策を立てやすくなります。データ連携の仕組みを最初から設計しておくと、後から追加するよりコストが抑えられます。
セキュリティと運用:無理なく続ける
遠隔接続やデータ活用を導入する際は、アクセス権限の管理やログの保管、通信の暗号化など、セキュリティ面の整備も欠かせません。ただし、厳格すぎるルールを設定すると現場で使われなくなるリスクがあります。現場の負担にならないルールから始め、運用に慣れてから段階的に拡充していく形が長続きしやすいです。
よくある改善ポイント:包装トラブルは「包材」が原因のことも多い

包装機の設定や機械的な調整を繰り返しても止まりやすいとき、実は包材(フィルム・袋など)の状態が根本原因になっていることがあります。現場では機械側に注目しがちですが、包材側のチェックポイントを押さえることで、問題の切り分けが速くなります。
蛇行・シワ・シール不良の典型原因
フィルムの厚みのばらつき、巻き硬さのムラ、端面の荒れ、巻きズレなどが複数重なると、蛇行やシワ、シール不良が起きやすくなります。特にロールの端面が不揃いな場合は、蛇行の原因になりやすく、包装機側のガイド調整だけでは対処しきれないことがあります。ロールの外観だけでなく、巻きの硬さや芯のずれなども含めて確認しましょう。
一次対策と再発防止
まずはガイド位置や張り調整、ロールの掛け替えで改善するかを確認します。一時的に改善しても再発する場合は、ロット差や保管条件(温度・湿度)、前工程(スリット/巻取り)の安定性まで含めて原因を追うことが重要です。包材の受入検査でチェックする項目を決めておくと、ロット差による不良を早期に発見できます。
包材スペックを「条件表」に落とし込む
材質・厚み・幅・ロール径といった基本情報に加え、巻きズレの許容範囲や端面状態、巻き硬さなど、実際に稼働に影響する項目を条件表に書いて共有することが大切です。困りごとの内容(どの現象が、どの頻度で起きるか)を合わせて記載すると、メーカーや包材サプライヤーからの提案精度が格段に上がります。
包装フィルムの前工程(スリット/巻取り)が稼働を左右する
包装機を安定して回すには、フィルムを必要な幅で、まっすぐ、一定の張りで供給できることが前提です。前工程が不安定だと包装機側の調整だけでは限界が出ます。
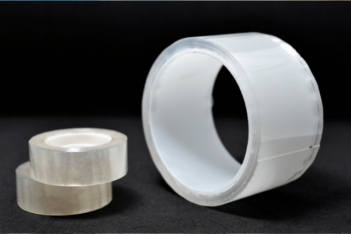
安定スリットは段取りと在庫の削減につながる
必要な幅・必要な数量だけを準備できれば、余分な在庫を持たずに多品種に追随できます。包装機側の調整も減り、停止や不良が減りやすくなります。
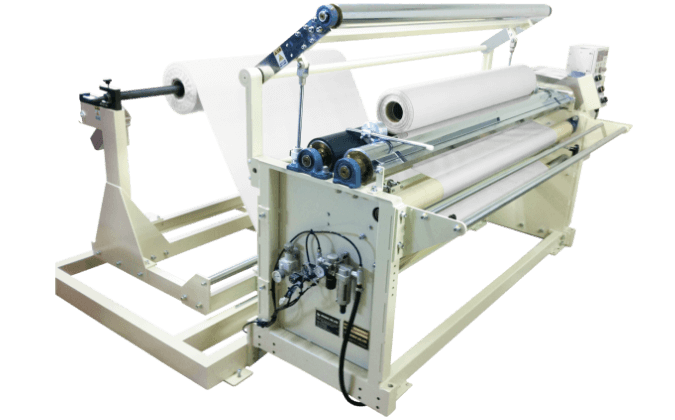
包材加工設備の選び方(スリッター/ロールスリッター/巻取機)
連続的に切って巻き取るスリッター、紙管ごと輪切りにするロールスリッター、巻き替えや張り調整の巻取機に分けて整理すると分かりやすいです。素材によって刃物や張り制御が変わるため、実物確認が安心です。
キンダイが支援できる領域(包材を安定供給する設備づくり)
キンダイは包装材(フィルム・テープなど)の前工程に強い設備メーカーです。スリット、ロールスリッター、ヒートカット、巻取りなどを標準機から別注まで対応し、操作の分かりやすさや品質安定、導入後サポートまで含めて支援します。
お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
包装機導入相談・見積の進め方

提案の精度を上げるには、現状課題と条件を”数字”でそろえることが近道です。包装機と包材加工設備で必要情報が違うため、整理して伝えましょう。
最低限まとめたい情報(製品/包材/能力/不良/停止)
A4一枚でも良いので、現状を見える形にしておくと比較がしやすくなります。
| 項目 | 記入例 |
| 製品・包装形態 | 製品名/袋・トレーなど |
| 包材条件 | 材質・厚み・幅・ロール径 |
| 目標能力 | 1分あたり◯個、稼働時間 |
| 課題 | 停止/不良/人手 など |
テスト加工・現物確認の重要性
包材はロット差や保管で性質が変わることがあります。可能なら実物でテストし、蛇行や仕上がりを確認すると導入後のトラブルを減らせます。
相談時に伝えると良いポイント
分からない項目があっても、現状の写真や動画があると話が早く進みます。
- 素材(フィルム/テープ等)と用途
- 原反幅・仕上がり幅・必要本数、ロール径(最大)
- 困っている現象(蛇行、噛み込み、シール不良など)
- 制約(スペース、段取り時間、作業者人数)
まとめ:包装ラインを止めないために、包材の前工程まで整える(キンダイでできること)

包装機の選定に加え、包材を安定して供給できるかまで整えると、停止や不良が減りやすくなります。前工程(スリット/巻取り)を見直すだけで改善することもあります。
キンダイが得意な領域:スリット・巻取り・ヒートカット
キンダイは包装材の前工程に強い設備メーカーです。操作の分かりやすさ、段取りの省力化、張り制御や蛇行補正などの品質安定、導入後の遠隔サポートまで含めて、止まりにくい運用づくりを支援します。
導入相談の進め方(用途相談・テスト加工・見積)
導入検討では、材料・要求品質・処理量・困りごとを共有すると、提案の精度が上がります。キンダイでは、標準機の選定だけでなく別注仕様のご相談にも対応し、操作性や保全性も含めてご提案します。
ヒアリング:材料(幅・厚み・巻径など)と課題(端面不良、停止、段取り替え、安全面など)を確認します。
方式・機種のご提案:スリット/輪切り/ヒートカットのどれが合うか、必要なオプションも含めて整理します。
必要に応じてテスト加工:端面、粉、巻き姿、段取り時間などを事前に確認し、量産時の不安を減らします。
導入後のサポート:操作方法のご案内、点検・保全の相談、遠隔での状況確認など、稼働を支えるサポートまで含めて検討できます。
長く安定して使う設備だからこそ、「高品質・高耐久」「使いやすさ」「納品後のサポート」を重視したい場合は、メーカーの体制まで含めて比較することが重要です。
用途に合う機種選定や仕様相談をご希望の方は、お問い合わせフォームよりご連絡ください。
お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
この記事の監修者

創業1945年産業機械開発メーカーである株式会社キンダイにて、スリッターやヒートカット機など多様な自社製品開発に従事。
40製品以上の特許・実用新案を取得してきた技術基盤を持つ同社において、2017年より海外展開を本格化し、ベトナムやタイをはじめとする東南アジア諸国へ展開。
現在はIoTやAIを用いて現場に蓄積されたアナログ情報を可視化し、判断や操作を支援することで、新人でも簡単に扱えるモノづくりを進め、新規事業開発にも貢献している。


お問い合わせはこちら
Contact us