
MENU








お役立ちコラム
Technology Information
機材全般
2026年05月09日
コーティング機械とは|種類・選定・後工程まで含めたライン設計のポイント
コーティング機械(コーティング装置)は、フィルムや紙、金属箔といった基材に機能性材料を均一に塗布するための装置です。代表的な方式だけでもロール・ダイ・スプレー・ナイフなど多種多様で、製品に求める機能や生産条件によって選定が大きく変わります。一方で、現場で品質を実際に守っているのは、コーティング装置単体ではなく、巻出から乾燥、スリット、巻取まで含めたライン全体の設計です。
本稿では、コーティング機械の基本と方式比較を整理した上で、現場で失敗しないための選定視点、そしてコーティング後のスリット・巻取工程で品質を守るポイントまでを解説します。
| 項目 | スリッター
|
ロールスリッター
|
| スリッター刃数 | 複数枚 | 1枚 |
| 刃種類 | シェアカット(シャーカット) レザーカット(フェザーカット) スコアカット |
片刃 両刃 チップソー |
| スリット方式 | ロールtoロールでスリット | 紙管ごとスリット |
| スリット対象 | フィルム、シートなどの連続した素材 | ロール状の原反(紙管付き) |
| 熟練度 | 熟練技術が必要で属人的な機械になりやすい | タッチパネルで簡単設定、初心者や女性向き |
| 精度や品質 | 高精度 | 安定した精度 |
| 作業効率 | 高速で大量生産向き ※同じ材料を生産する場合に限る |
待ち時間なく効率的に、必要な分だけスリット可 |
| 安全性 | 操作者の技術による | 刃物は使用中以外カバー内で安全 |
| メンテナンス | 刃物交換や位置調整が高難易度 | 誰でも簡単に交換や調整可 |
| 対象ニーズ | 生産性重視、高精度重視 | 操作性や安定性重視 在庫削減や納期短縮に貢献 |
| 対象素材 | 小範囲 ※素材によって機種が変わる |
広範囲 ※1台で広範囲に対応可 |


お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
目次
コーティング機械とは|定義・種類・主な方式
コーティング機械の定義と役割
コーティング機械(コーター)とは、フィルム・紙・金属箔・不織布などのロール基材に対して、塗工液や機能性材料を均一に塗布し、乾燥・成膜させるための装置の総称です。塗布装置、塗工機、コーターなどと呼ばれることもあります。
コーティングによって付与される機能は幅広く、撥水性・耐熱性・粘着性・導電性・光学特性など、製品に付加価値をもたらす重要工程です。
活用される分野は多岐にわたります。電子機器分野では光学フィルムやリチウムイオン電池の電極材、自動車分野では耐熱シートや制振材、包装分野ではバリアフィルム、繊維分野では撥水・防汚加工、医療・化学分野では機能性フィルムなど、現代の製造業を支える基盤技術のひとつといえます。
主な方式の概要と比較(ロール・ダイ・スプレー・ナイフ)
コーティング機械には複数の方式があり、塗工液の粘度・膜厚・ライン速度に合わせて使い分けられます。代表的な方式の特徴を整理したものが以下の表です。
| 方式 | 原理の概要 | 適用粘度 | 得意な膜厚・用途 |
|---|---|---|---|
| ロール(グラビア) | 彫刻ロールで液を汲み上げ転写 | 低~中粘度 | 薄膜、光学フィルム、離型紙 |
| ロール(リバース) | ロールの回転方向を逆にして塗布 | 中~高粘度 | 厚膜、粘着テープ、機能性フィルム |
| ダイ(スロットダイ) | ダイヘッドから塗工液を押し出し非接触で塗布 | 中~高粘度 | 薄膜精密、電池電極、光学フィルム |
| ダイ(コンマ) | コンマロールで液量を計量し塗布 | 高粘度 | 厚膜、粘着剤、磁気テープ |
| スプレー | 気体や圧力で液を霧状に噴霧 | 低粘度 | 凹凸面や曲面への塗布 |
| ナイフ | 刀状のブレードで余分な液をかき落とす | 高粘度 | 厚膜、防水シート、建材 |
グラビアコーターは再現性の高さが強みで、電子部品分野で広く採用されています。ダイコーターは非接触で薄膜精密塗工が可能なため、リチウムイオン電池の電極や光学フィルムなど、高精度が要求される分野で採用が広がっています。コンマコーターやナイフコーターは高粘度・厚膜塗工に適しており、粘着剤や機能性コーティングで活躍します。
素材別の具体的なコーティング・スリット事例については、〖電子機器業界〗スリット加工できる素材一覧と事例まとめも併せてご参照ください。
コーティング機械の選定で押さえるべきポイント
コーティング機械を選ぶ際は、方式比較に入る前に、現場で起こりがちな失敗パターンを知っておくことが重要です。実は「良いコーター」を選んだだけでは、期待通りの品質は得られません。
失敗するコーティングラインの典型例
- コーターは高性能なのに、後工程のスリットで膜に傷が入りクレームに繋がる
- 乾燥条件が合わず、巻取後にベタつきが発生しロール同士が貼り付く
- スリットの切断方式が合わず、端面不良で製品歩留まりが低下する
要するに、コーティング装置だけを見ていると失敗するということです。コーティング機械の選定は、ライン全体の流れの中で捉えることが前提となります。
素材・塗工液・膜厚に応じた方式の選び方
方式選定の基本は、基材と塗工液の組み合わせに合うコーターを選ぶことです。塗工液の粘度や目標膜厚、基材の特性に応じた方式の目安は以下の通りです。
| 塗工条件 | 推奨される主な方式 |
|---|---|
| 低粘度・薄膜 | グラビア、スロットダイ |
| 中粘度・中膜 | リバース、ダイレクト |
| 高粘度・厚膜 | コンマ、ナイフ |
| 凹凸面・曲面 | スプレー |
ただし、目安に沿って選んだつもりでも、現場では方式選定のミスが後を絶ちません。以下はよく見られる具体例です。
コーティング方式の選定ミス例
- 低粘度の塗工液なのにナイフコーターを選び、塗工ムラが発生
- 厚膜塗工が必要なのにグラビアコーターを選び、必要な膜厚が出ない
- 多品種少量生産なのに段取り替えに時間がかかる方式を選び、生産性が上がらない
これらを避けるには、粘度・膜厚・生産品目数の3軸で方式を絞り込むことが重要です。
生産性・段取り替え・設置スペースの比較
方式選定に加えて、生産性・段取り替え・設置スペースといった実務上の比較軸も欠かせません。ライン速度と塗工精度はトレードオフの関係にあり、少量多品種の現場では段取り替えの容易さがそのまま稼働率を左右します。工場内の設置スペースの制約も、ラインレイアウト設計の前提となります。
コーティング機械単体だけでなく、前後の巻出・乾燥・スリット・巻取までを含めたライン全体のスペースと生産性を考慮して選ぶことで、導入後の「思っていたのと違う」を避けられます。
コーティング工程はライン全体で考える

巻出→コーティング→乾燥→スリット→巻取の基本構成
ロールtoロールのコーティングラインは、通常以下のような装置構成で組まれます。
| 工程順 | 装置 | 主な役割 |
|---|---|---|
| ① | 巻出装置 | 基材ロールを繰り出す |
| ② | 表面処理(コロナ処理等) | 塗工液の濡れ性を改善 |
| ③ | コーター | 塗工液を基材に塗布 |
| ④ | 乾燥炉 | 塗工面を乾燥・硬化 |
| ⑤ | スリッター | 必要な幅に切断 |
| ⑥ | 巻取装置 | 製品ロールとして巻き取る |
ライン全体のテンション管理が、最終製品の品質に直結します。どこか一箇所でテンションが乱れれば、膜厚のバラツキや蛇行が発生し、その影響は下流工程まで波及します。
ここで重要なのが「ボトルネックの考え方」です。コーティングラインでは、以下のような場所がボトルネックになりやすいとされます。
ライン設計でボトルネックになりやすい3箇所
- 乾燥炉の処理能力が追いつかず、ライン速度を上げられない
- 巻取装置の速度や径の制限がライン全体の上限を決めてしまう
- スリッターの精度が出ず、コーターの性能を活かしきれない
つまり、ラインで一番弱い工程が、ライン全体の生産性と品質を決めてしまうということです。いくらコーターを最新鋭にしても、前後の装置が追いつかなければ投資効果は得られません。
コーティング後のスリット・巻取工程が必要な理由
コーティング直後の製品は、多くの場合「広幅の原反ロール」の状態です。これを出荷するためには、得意先が必要とする幅にスリットし、適切なテンションで巻き直す工程が不可欠です。この後工程の精度と安定性が、コーティング工程で作り込んだ品質を最終製品まで維持できるかを左右します。
株式会社キンダイは、コーティング装置そのものの専業メーカーではありません。1945年創業以来、ロール材の「切断(スリット)」「巻取」「縫製」「ヒートカット」といった、コーティング後工程を含むロール加工の領域で自動機器を開発・製造してきました。加工形態の選定については、ロールスリッターとスリッターの違いと特長を解説もあわせてご参照ください。
お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
コーティング後のスリット・巻取が品質を決める

コーティング工程で作り込んだ品質を最終製品まで届けるためには、後工程で起こりやすい不良を正確に把握し、「現象→原因→対策」を結びつけて設計することが重要です。
以下はコーティング後工程で発生しやすい代表的な4大不良と、その原因・対策の対応関係です。
| 現象 | 主な原因 | 対策 |
|---|---|---|
| シワ | テンション不良、調整ムラ | テンション一定制御、自動蛇行修正 |
| ブロッキング(ロール同士の貼り付き) | 巻取り圧が過大、塗工面の残留溶剤 | 巻取テンション制御、乾燥条件の見直し |
| 端面荒れ | スリット方式・刃物選定のミス | 素材に合う切断方式(シア・レザー・スコア)の採用 |
| 膜剥離 | 切断時の衝撃、刃物の摩耗 | 適切な刃物選定、刃先状態の管理 |
これら4つの不良は、一見「コーティング機械の問題」に見えて、実は後工程の設計と運用が原因です。裏を返せば、後工程の装置と運用を適切に選べば、多くのクレームは未然に防げるということです。
コーティング膜を傷つけない切断方式の選定
コーティング済み基材のスリットでは、膜を傷つけない切断方式の選定が最優先事項です。キンダイのスリッターは、基材と膜特性に応じてシアカット・レザーカット・スコアカットなどの方式を使い分けられます。
シアカットは2枚の刃で挟んで切る方式で、端面がきれいに仕上がり、硬めのフィルムや箔材料に適しています。レザーカットは刃を押し当てて切る方式で、柔らかい素材や薄膜に向きます。スコアカットはロール刃で押し切る方式で、厚手の不織布やラミネート素材で採用されます。
方式選定を誤ると、切断面の膜剥離やバリが発生し、コーティング工程で作り込んだ品質が一瞬で損なわれます。スリッター刃の選定については、スリッター刃の原理や材質、種類を具体的にわかりやすく解説もご参照ください。
巻取時のテンション制御と端面品質
コーティング済み素材は、塗工前と比べて表面の滑りやすさや粘着性が大きく変わります。この変化に対応した巻取設計がなければ、シワや巻き締まり、端面の乱れが発生します。
キンダイの自動巻取機(KW-316EFなど)は、テンション一定制御によって巻取全体で均一な巻き圧を保ち、コーティング膜への負担を抑えます。加えて、前面スイッチに集約された耳揃え調整機能により、従来は熟練者の勘に頼っていた端面品質の作り込みを、誰でも再現できる仕組みに落とし込んでいます。
対応素材の広さとスリット精度
コーティング後の素材は、塗工の種類によって表面特性が大きく変わるため、メーカー側の素材対応力の広さが選定の分かれ目となります。キンダイのスリッターは、フィルム、粘着テープ、不織布、紙、金属箔、各種ラミネートなど幅広い素材に対応し、スリット幅精度±0.1mmの安定品質を実現しています。
高速全自動ロールスリッターでは、原反幅最大1600mm、最小スリット幅2mmという幅広い加工範囲に対応しつつ、スリットデータの見える化、6段階予約設定、3段階自動変速、刃先自動研磨、原反端・径の自動検出といった機能で安定した稼働を支えます。
塗布装置オプションとコーティング対応素材
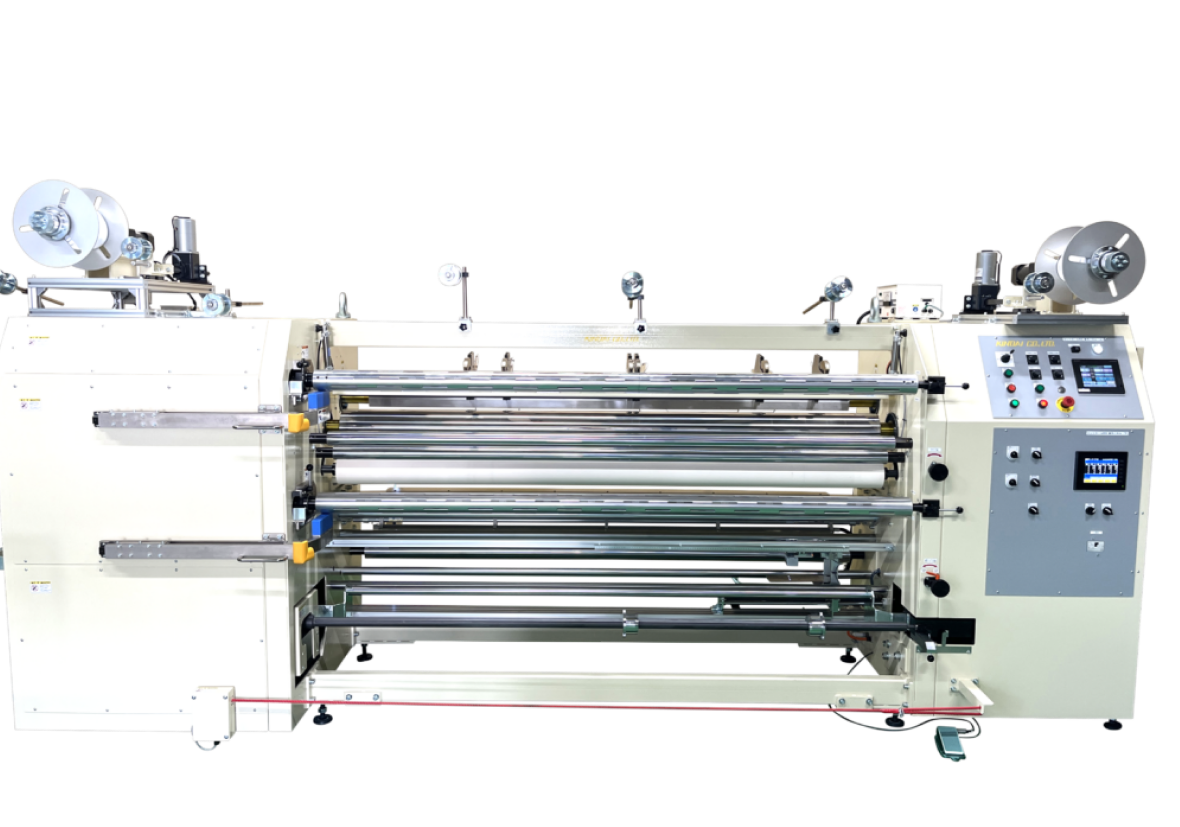
ロールスリッターに搭載できる塗布装置・噴霧装置
キンダイのロールスリッターには、オプションとして塗布装置・噴霧装置を搭載することが可能です。スリット工程の前後で塗布処理を一体化することで、工程数の削減と設備設置スペースの圧縮を同時に実現できます。
具体的な用途としては、スリット直後の切断面への保護コーティング、粘着層を持つ素材への離型処理、基材表面への機能性薬液の塗布などが挙げられます。「コーティング→別工程でスリット」という従来型のライン設計ではなく、「スリットとコーティング加工の一体化」という選択肢を提供できるのが、キンダイの塗布オプションの特徴です。
コーティング済み素材の加工に求められる装置要件
コーティング済みの素材をスリット・巻取する際には、塗工前とは異なる特有の課題が現場で発生します。中でも、地味ですが現場が一番困っているのが静電気の問題です。
コーティング後の基材は、乾燥工程や搬送中の摩擦によって帯電しやすく、そのまま搬送すると空気中の埃やゴミが塗工面に付着します。微細な異物であっても、光学フィルムや電池電極のような用途では即不良品になり、歩留まり低下の直接原因となります。特に冬場や低湿度環境では、帯電現象がより顕著になります。
キンダイではこの問題に対応するため、静電除去装置をオプションとして搭載できます。スリット前後の基材表面から静電気を逃がすことで、埃付着を抑え、清浄な状態で巻取まで搬送できます。さらに自動蛇行修正機能と組み合わせることで、帯電の影響で蛇行が起きやすい薄膜フィルムでも安定したライン運用を実現します。
対応素材はフィルム、粘着テープ、不織布、紙、金属箔、各種ラミネートまで幅広く、コーティング済み素材特有の繊細な表面を保ちながらの加工が可能です。フィルム素材の加工事例は、〖フィルム業界〗スリット加工できる素材一覧と事例まとめでまとめています。
テンション制御・安全設計・操作性

テンション制御と自動蛇行修正が品質に与える影響
コーティング後のスリット・巻取工程では、テンション制御と蛇行修正がそのまま製品品質に直結します。基材のテンションが不安定だと、切断面の精度が出ず、巻取時のシワや巻き締まりも発生します。
キンダイのスリッターは、各工程で一貫したテンション制御を行う設計となっています。原反の自動検出、3段階自動変速、6段階予約設定により、オペレーターが条件を都度合わせ込まなくても安定運転ができます。自動蛇行修正機能は基材の横方向ズレを常時補正し、切断精度±0.1mmを維持する基盤となります。
安全仕様と「誰でも扱える」操作性
製造現場の多くで課題となっているのが、人依存リスクの高さです。
現場で起こりがちな人依存リスク
- 熟練オペレーターしかテンションや刃物条件を合わせられない
- 条件出しが属人化していてノウハウが記録されていない
- 担当者が変わると同じ製品でも品質にバラツキが出て再現性がない
このようなリスクは、設備の機能で吸収できる部分が多くあります。キンダイでは、スリットデータを見える化するタッチパネル操作、6段階予約設定によるレシピ保存、3段階自動変速、原反端・径の自動検出、刃先自動研磨などを標準機・オプションとして提供しています。熟練者の経験と勘で動いていた調整作業を、設備側で再現できる仕組みに置き換えることで、「誰でも扱える」操作性を実現しています。
また、上場企業の大手メーカーとの直接取引で求められる安全仕様にも標準対応しています。セーフティライトカーテン、電磁ロック付き安全カバー、緊急停止装置などにより、新人の方や女性の方でも安心して操作できる設計です。安全と操作性を両立させた設計思想は、キンダイが長年大手メーカーに選ばれてきた理由のひとつでもあります。
稼働支援とアフターサービス

スリット・巻取工程の遠隔監視・データ見える化
コーティング後のスリット・巻取工程でも、設備の稼働を支える技術の重要性が増しています。キンダイでは、スリッター・ロールスリッター・巻取機の稼働を支援する機能を提供しています。
遠隔メンテナンスにより、世界各地に設置されたキンダイ製機械の稼働状況をリモートで確認し、制御装置やタッチパネルのトラブルシューティングを遠隔で実施できます。出張回数の低減と修理時間の短縮に寄与し、現場の稼働停止時間を最小化します。通信は暗号化通信で保護されています。具体的な仕組みについてはIoTでリモートメンテナンスをご参照ください。
スリットデータの見える化では、スリット幅や運転条件、稼働状況を数値データで取得できます。蓄積されたデータは品質トレースや予防保全の基礎情報となり、製造ロットごとの品質履歴の追跡にも活用できます。
さらに、機械停止のタイミングに連動して映像を残せるトラブル前後のカメラ自動録画機能(チョコ停ウォッチャー)も有用です。コーティング後のスリット・巻取工程では、静電気や微細な異物、基材の微妙な挙動変化など、オペレーターが目視で捉えにくい原因で短時間停止(チョコ停)が起こることがあります。その瞬間の映像が残ることで、原因追究と再発防止が格段にスムーズになります。
アフターサービスと改造・別注対応
設備は納品して終わりではありません。コーティングラインは10年、20年と長期に稼働する設備であり、その間の保守体制がラインの寿命を決めます。
キンダイは1945年の創業以来、設計開発・製造・販売・アフターサービスまでの一貫体制を維持しています。納品後の操作指導、メンテナンス、部品供給、修理対応を自社で一貫して行うことで、迅速な対応が可能です。
また、生産品目や現場条件が変わった際には、改造・別注対応にも柔軟に応じます。広幅対応、大径対応、搬送装置の追加など、標準機をベースにしたカスタマイズの相談は多く、現場のニーズに合わせた提案を得意としています。
導入の流れとメーカー選定のポイント

メーカー選定で確認すべき4つのポイント
コーティング関連装置のメーカーを選ぶ際、確認すべき観点は大きく4つに整理できます。
| 観点 | 確認ポイント |
|---|---|
| ① 対応素材の幅広さ | 扱う素材(フィルム、箔、テープ、不織布など)に合う加工実績があるか |
| ② 標準機~別注機の柔軟性 | 既存の標準機をベースに、現場条件に合わせた改造・別注が可能か |
| ③ アフターサービス体制 | 納品後の保守、部品供給、修理対応が自社で一貫しているか |
| ④ テスト加工・実機確認 | 実素材での事前検証やショールーム見学ができるか |
キンダイでは、キンダイの5つの強み(高品質と高耐久性/ご要望以上の提案力/柔軟な対応力/1945年から続く信頼関係/正確かつ迅速なアフターサービス)を通じて、これら4つの観点すべてに応えられる体制を整えています。
導入相談から納品までのフロー
キンダイでの設備導入は、以下の4ステップで進みます。詳細な手順はお取引の流れでもご確認いただけます。
| ステップ | 内容 | ユーザーが準備すること |
|---|---|---|
| ① 導入相談 | 現状課題のヒアリング | 加工対象素材、生産品目、ライン構成 |
| ② 要件ヒアリング・方式提案 | 仕様案の提示とお見積り | 加工条件、希望生産量、設置スペース |
| ③ テスト加工・仕様確定 | 実素材での事前検証 | テスト用のサンプル素材 |
| ④ 製造・納品・操作指導 | 機械製造と現場導入 | 受入スペース、操作担当者の時間 |
テスト加工では、実際にユーザーが使う素材をキンダイに持ち込み、事前に加工結果を確認できます。導入後の「思っていたのと違う」を避けるために、この工程をご活用いただくことをお勧めします。
まとめ|コーティングライン全体を見据えた機械選び

コーティング機械を選ぶときは、ついコーティング装置そのものの性能だけを見てしまいがちです。しかし、製造現場で実際に品質を守っているのは、コーティング前の巻出工程、コーティング後の乾燥・スリット・巻取工程までを含めたライン全体の設計です。一番弱い工程がライン全体の品質と生産性を決めてしまうため、前後工程まで視野に入れた機械選びが欠かせません。
もうひとつ大切なのが、メーカー選びの視点です。機械は10年、20年と動き続ける資産です。だからこそ、納品後のやりとりが何よりも重要で、小まめに対応してくれるメーカーを選ぶことが、長期的に安定したライン運用につながります。
株式会社キンダイは、コーティング後のスリット・巻取工程を強みとし、1945年から設計・製造・販売・アフターサービスまでを一貫して提供してきました。塗布装置オプションを含め、コーティングラインの後工程で困ったときに相談できる相手として、お役に立てれば幸いです。
コーティング後のスリット・巻取工程や、塗布装置オプションを含むコーティング関連装置についてのご相談は、以下からお寄せください。
お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
この記事の監修者

創業1945年産業機械開発メーカーである株式会社キンダイにて、スリッターやヒートカット機など多様な自社製品開発に従事。
40製品以上の特許・実用新案を取得してきた技術基盤を持つ同社において、2017年より海外展開を本格化し、ベトナムやタイをはじめとする東南アジア諸国へ展開。
現在はIoTやAIを用いて現場に蓄積されたアナログ情報を可視化し、判断や操作を支援することで、新人でも簡単に扱えるモノづくりを進め、新規事業開発にも貢献している。


お問い合わせはこちら
Contact us