
MENU








お役立ちコラム
Technology Information
機材全般
2026年06月07日
歩留まり改善|原因の見つけ方から省力化・省人化につながる具体策まで解説
歩留まり改善は、原材料の節約だけで語れるテーマではありません。人手不足が深刻化する昨今の製造業において、限られた人員で同じ素材からより多くの良品を生み出す力は、生産性・利益率・現場安全のすべてに直結する経営テーマです。本記事では、歩留まりの基礎から低下原因の整理、現場で効く改善方法までを体系的に解説し、長尺材・ロール材の歩留まり改善に役立つ設備側の取り組みもあわせてご紹介します。読み終えたとき、自社の改善優先順位と次の打ち手の輪郭が見えている状態を目指します。
▼ 本記事でわかること
✔ 歩留まりの計算式・算出例と、製造業で重要視される理由
✔ 歩留まりが低下する主な原因を4M(人・機械・材料・方法)で整理
✔ 現場で効く歩留まり改善の具体策と、施策の優先順位の付け方
✔ 省力化・省人化やデータの見える化で属人化と停止ロスを減らす方法
✔ 高精度・テンション制御やIoT保守で品質ばらつきを抑える設備の選び方
| 項目 | スリッター
|
ロールスリッター
|
| スリッター刃数 | 複数枚 | 1枚 |
| 刃種類 | シェアカット(シャーカット) レザーカット(フェザーカット) スコアカット |
片刃 両刃 チップソー |
| スリット方式 | ロールtoロールでスリット | 紙管ごとスリット |
| スリット対象 | フィルム、シートなどの連続した素材 | ロール状の原反(紙管付き) |
| 熟練度 | 熟練技術が必要で属人的な機械になりやすい | タッチパネルで簡単設定、初心者や女性向き |
| 精度や品質 | 高精度 | 安定した精度 |
| 作業効率 | 高速で大量生産向き ※同じ材料を生産する場合に限る |
待ち時間なく効率的に、必要な分だけスリット可 |
| 安全性 | 操作者の技術による | 刃物は使用中以外カバー内で安全 |
| メンテナンス | 刃物交換や位置調整が高難易度 | 誰でも簡単に交換や調整可 |
| 対象ニーズ | 生産性重視、高精度重視 | 操作性や安定性重視 在庫削減や納期短縮に貢献 |
| 対象素材 | 小範囲 ※素材によって機種が変わる |
広範囲 ※1台で広範囲に対応可 |


お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
目次
歩留まりとは|計算式と製造業で重要視される理由
歩留まり改善に取り組んでも、思うように数値が動かないという声は珍しくありません。計算式や目標値は把握していても、現場で改善が進まないのは、損失が「見えていない」「数字で追えていない」「現場が悪化に慣れてしまっている」といった構造的な要因が絡んでいるためです。本章ではまず歩留まりの定義と計算式を整理した上で、なぜ歩留まり改善が現場任せでは進みにくいのかという背景まで踏み込んで解説します。
歩留まり率の計算式と算出例
歩留まり率は、投入した原材料に対する完成品(良品)の割合を表す指標で、次の式で求めます。
歩留まり率(%)= 良品数 ÷ 投入数 × 100
たとえば、1,000枚のフィルムを投入し規格を満たす良品が920枚得られた場合、歩留まり率は92%となります。逆算式「目標生産数 ÷ 歩留まり率 = 必要原材料数」も現場で頻繁に使われ、必要な投入量や仕入計画の見直しに役立ちます。
ここで押さえておきたいのが、歩留まり1ポイントの重みです。歩留まりが1%改善すると、原材料費・廃棄処理費・再加工費・人件費の4つが同時に圧縮されます。年間1,000万円分の原材料を扱う工程なら、1%改善で原材料費だけでも約10万円が削減でき、これに廃棄処理費・再加工費・人件費まで連動して下がるため、実際の利益インパクトはさらに大きくなります。「たった1ポイント」と軽視せず、累積効果まで見据えて取り組む価値があります。
良品率・不良率との違いと使い分け
歩留まりと混同されやすい指標に「良品率」と「不良率」があります。歩留まり率が「原材料の投入量」を分母にするのに対し、良品率は「実際に生産した数量」を分母とする点が大きな違いです。不良率はその裏返しで、生産数のうち基準を満たさなかった割合を示します。歩留まり率は原材料の有効活用度を、良品率は工程の安定性を測るため、両方を並行して追うことで、損失が「材料側で起きているのか」「工程側で起きているのか」を切り分けやすくなります。
歩留まり改善が利益・人手不足対策に効く理由
歩留まりの厄介な点は、ジワジワと悪化することにあります。日々の生産では1〜2%程度の小さなばらつきが常に出ているため、現場はその範囲内なら気にしない傾向があり、気づいたときには5〜10ポイント単位で低下しているのに、悪化のペースが緩やかで現場が慣れてしまって違和感を持てない、というのが典型的な落とし穴です。数字を継続して見える化し、推移として追わなければ悪化のサインは拾えず、だからこそ次章以降で扱う「見える化」が改善の起点になります。
加えて、2026年の製造業を取り巻く経営環境を踏まえると、歩留まり改善のインパクトはさらに大きくなっています。少子高齢化による人手不足、原材料費の高騰、エネルギーコストの上昇により、製造業の利益率は構造的に圧迫されています。「同じ人員で、同じ素材から、より多くの良品を生み出す力」=歩留まり改善は、人手不足対策・原材料費対策・エネルギーコスト対策に同時に効く、複合的な経営課題への解になります。
歩留まりが低下する主な原因|4Mの観点で整理する

歩留まり低下の原因を体系的に把握するには、製造現場で広く使われる4M(Man/Machine/Material/Method)の切り口が便利です。ただし注意したいのは、4Mの問題は単独で発生することは少なく、互いに連鎖して複合的な歩留まり低下を引き起こすという点です。たとえば、Material(原反のロット差)が増えると現場の調整作業が増え、調整判断が熟練者に依存して属人化(Man)が進み、手順がマニュアル化されないとMethodの標準化も遅れていきます。本章では4Mを一つずつ整理しますが、改善の場面ではこの連鎖を意識することが重要になります。
Man(人):属人化・ヒューマンエラー
歩留まり低下の人的要因として最も影響が大きいのが属人化です。熟練オペレーター頼みの段取り、判断のばらつき、目視検査への依存、教育不足など、人に紐づく要素が品質を支えている工場ほど、その人がいない夜勤シフトや交代要員の日に歩留まりが不安定になりやすくなります。少子高齢化が進む2026年以降はベテランオペレーターのリタイアが本格化し、属人化したノウハウが組織として継承されないまま失われると、歩留まりは段階的に、ときに急落します。属人化解消は単なる教育論ではなく、歩留まりを安定させるための最重要施策の一つです。
Machine(機械):設備の摩耗・チョコ停・段取り替えロス
装置側で発生する歩留まり低下要因は、刃物の摩耗、テンションのばらつき、センサー異常、駆動部の精度劣化など多岐にわたります。中でも見落とされやすいのが「チョコ停」と呼ばれる短時間停止です。チョコ停は数十秒から数分単位の停止で、1回あたりは小さな損失に見えます。しかし1日に数十回繰り返されると、累計の停止時間は長時間停止に匹敵し、再立ち上げのたびに材料廃棄や調整作業が発生します。気づかぬうちに利益を食い続ける典型例で、稼働率と歩留まりの両方をじわじわ削っていきます。さらに、安全設計が不十分な機械では調整作業のたびに事故リスクや突発停止が増え、結果として材料ロスが拡大します。
Material(材料):原反のばらつきと前工程の影響
歩留まりは、後工程の頑張りだけで挽回するには限界があります。フィルムの成膜、テープの塗工、不織布の製造、ラミネートといった前工程で生じた微妙なばらつきや欠陥は、後工程で必ず不良として顕在化するためです。たとえばフィルムの厚みが規格内であってもロット間で物性差があれば、後工程のスリットでテンションが揃わず、シワや端面不良の発生率が上がります。仕入先変更や原材料切り替えの直後に歩留まりが急変するのも、前工程の癖が変わったことが原因です。後工程だけでなく、前工程からの一貫した品質視点が必要になります。
Method(方法):作業手順・標準化の不備
作業手順のばらつき、検査基準のあいまいさ、QC工程表の未整備、変化点管理の欠如は、Methodに起因する歩留まり低下の代表例です。ここでよく現場から出るのが「標準化は現場の自由を奪う」という声ですが、標準化の本質は再現性の確保にあります。誰が作業しても同じ結果が出る状態をつくることで、教育効率が上がり、トラブル発生も減ります。標準化は現場を縛るためではなく、品質を安定化させるための共通基盤です。次章では、ここまで整理した4Mの原因を踏まえた具体的な改善方法を解説します。
歩留まりを改善する主な方法|現場で効く具体策

ここからは、ターゲットがもっとも知りたい「歩留まりをどう改善するか」を、5つの観点で整理します。PDCAの細部に深入りせず、改善方針を立てるために押さえておくべき全体像にフォーカスして解説します。
現状把握とデータの見える化から始める
歩留まり改善の最初の一歩は、損失の見える化です。投入量・良品数・不良数・停止時間・段取り替え時間を工程別に記録し、金額換算で可視化することで、これまで「現場の感覚」で済ませていた損失が、初めて経営判断の対象になります。手段は規模感に応じて、紙の日報、現場帳票システム、IoTセンサーなどから段階的に選べます。
ここで意識したいのは、データを集めること自体が目的ではないという点です。多くの現場でありがちなのが、センサーやシステムは導入したものの、データを誰も見ない・分析しない・改善に使わない状態に陥ってしまうケースです。見える化が価値を生むのは、分析 → 施策 → 効果検証という改善サイクルに乗ったときだけで、ツール導入時は「集める仕組み」と「使う仕組み」を必ずセットで設計することが、その後の歩留まり改善の成否を左右します。
4Mの観点で改善施策に優先順位をつける
歩留まり改善でもっとも多い失敗パターンは、全部を一度に変えようとして共倒れすることです。改善は、影響度の大きいボトルネックから順に手をつけるのが基本になります。
3.1で見える化したデータを、第2章で整理した4Mの切り口でクロス分析します。特性要因図(フィッシュボーン)で原因を整理し、パレート図で発生頻度や損失金額の大きい順に並べると、「全体損失の8割を占める2〜3個の真因」が見えてきます。限られた人員・予算を集中投下すべきターゲットを定めるためのプロセスで、ここを丁寧にやるほど後の改善効果が伸びていきます。
省力化・省人化で属人化とヒューマンエラーを減らす
歩留まりを安定させる最大の鍵は、属人化の解消にあります。タッチパネルでの設定、自動運転、センサーによる検出、自動変速といった機能を装置側に持たせることで、誰が運転しても同じ加工結果が再現できる状態をつくれます。これがそのまま省力化・省人化につながり、歩留まりの安定化と教育コスト削減を同時に実現します。
経営視点で見ると、「誰でも同じ品質」は単なる現場改善ではなく、事業継続性そのものです。夜勤シフトでも、入社1か月の新人でも、多拠点に展開した別工場でも、品質が再現される状態は、人材確保の難しさが続くこれからの製造業において、競争力の源泉になります。
IoT・遠隔監視でチョコ停と復旧時間を削減する
チョコ停をやっかいにしているのは、「発生した瞬間に人がそばにいないことが多く、後から原因を再現できない」という性質です。担当者が異常に気づいて駆けつけたときには停止が解除されていて、誰も再現できず、結果として原因不明のまま放置される、というケースは現場で頻繁に起こります。
ここで効くのが、停止信号をトリガーにトラブル前後を自動録画する仕組みです。発生時の映像が残っていれば、後からスローで再生して原因を特定できます。あわせてIoTによる遠隔監視を組み合わせれば、異常傾向の早期検知から復旧までを大幅に短縮できます。詳しい仕組みは、関連コラム「IoTでリモートメンテナンス」「トラブル前後のカメラ自動録画機能」もあわせてご参照ください。
設備側からの改善で歩留まりを底上げする
現場運用での改善には限界があり、設備そのものの更新や改造で歩留まりが大きく動くケースは少なくありません。テンション一定制御、自動蛇行修正、刃物方式の最適化、静電除去、スリット幅±0.1mm級の機械送り精度といった装置機能は、シワ・端面不良・規格外品の発生を抑え、歩留まりを底上げします。なかでも刃物方式の選定は素材ごとの最適解が異なり、選定を誤ると不良が一気に増える領域です。詳細は関連コラム「スリッター刃の原理や材質、種類を具体的にわかりやすく解説」もあわせてご参照ください。
もう一つ押さえておきたいのが、安全設計と歩留まりの関係です。セーフティライトカーテン、電磁ロック付き安全カバーといった安全機能は、調整作業時のヒヤリハットや想定外の停止を抑え、現場の安全と稼働率を同時に支えます。安全に止まれる機械は、結果として歩留まりも安定するのです。
ただし、設備の更新だけで全てが解決するわけではありません。材料の安定供給、加工条件のチューニング、現場教育、長期的な保守体制と組み合わせて初めて、設備性能は最大限に引き出されます。歩留まり改善で本当に効くのは、設備・運用・サポートが一体となった総合提案です。
お問い合わせはこちら
Contact us
お問い合わせはこちら
Contact us
株式会社キンダイの歩留まり改善ソリューション
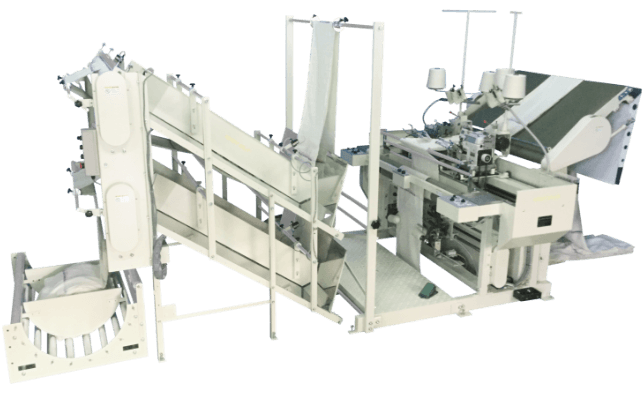
ここからは、長尺材・ロール材の歩留まり改善に強みを持つ株式会社キンダイの取り組みをご紹介します。1945年創業以来、ロールスリッター・スリッター・ヒートカット機・巻取機・両耳自動縫製機を一貫して設計開発・製造・販売・アフターサービスしてきた同社が、歩留まり改善の文脈で何を提供できるかを整理します。
キンダイのソリューションを貫いているのは、「止めない設計」という考え方です。スリット精度や切断精度といった瞬間値の高さだけでなく、安定して稼働し続けること、止まっても素早く復旧できること、誰が運転しても同じ結果が再現できることを設計思想の柱にしています。以降の各節では、「精度」「再現性」「復旧速度」「長期運用」という観点で同社の強みを整理します。
高精度・テンション制御で品質ばらつきを抑える各種スリッター
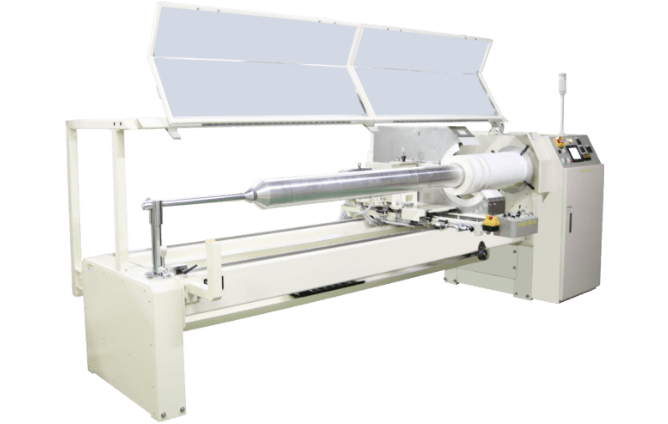
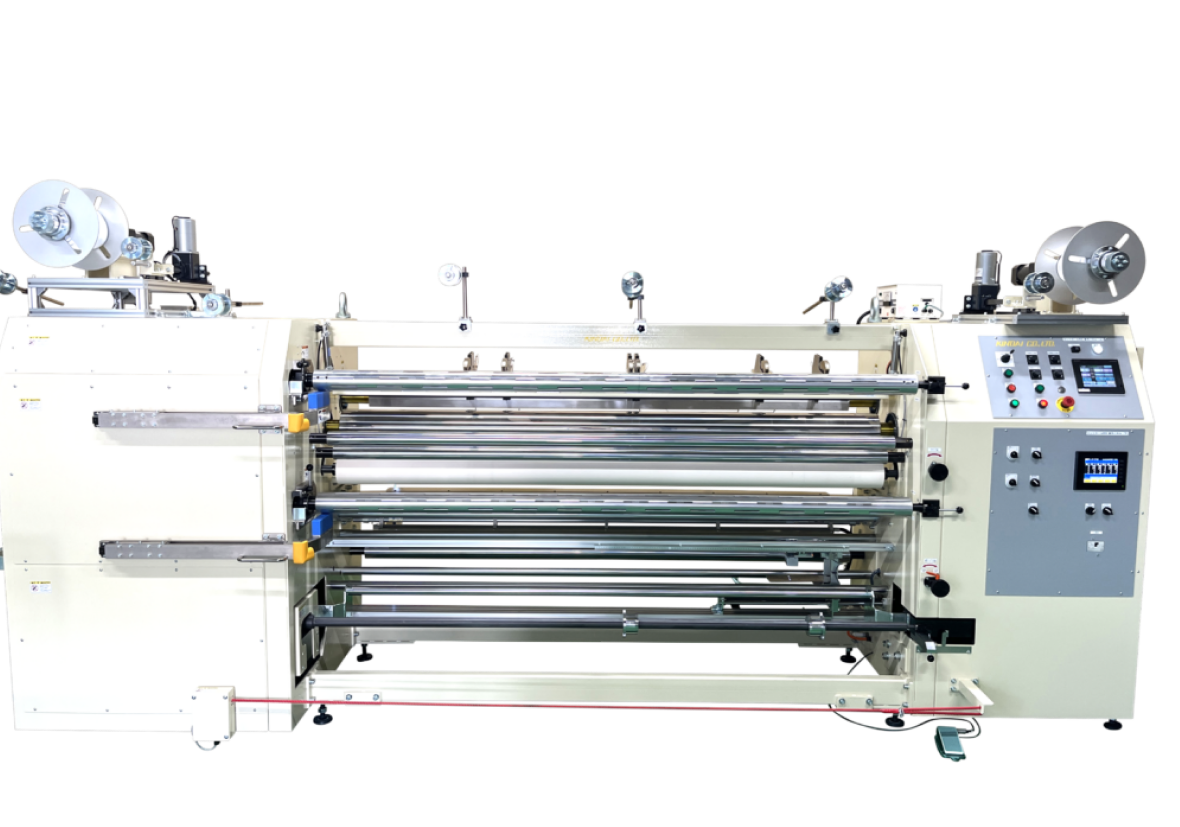
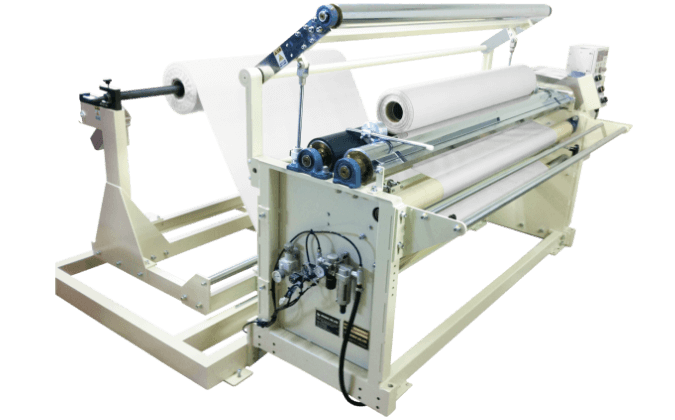
キンダイの主力製品である高速全自動ロールスリッターは、機械送り精度±0.1mm、最小スリット幅2mmからの加工に対応します。シャー、レザー、スコアといった刃物方式を素材ごとに選定でき、シワ・端面不良・規格外品の抑制に直結する装置機能を備えています。自動蛇行修正、静電除去オプションなど、第3章で挙げた「設備側からの改善」を一通り実装した装置構成です。
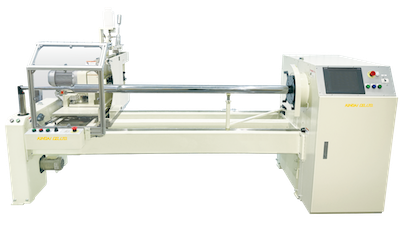
生産性面では、2軸ターレット式フィルムロールスリッターが1軸比1.5〜2倍の生産性(当社比)を実現しています。フィルム、粘着テープ、不織布、紙、金属箔、ラミネート、ゴムなど、対応素材の幅広さも同社の特徴です。スリッターの方式選定や機種比較に迷われる場合は、関連コラム「ロールスリッターとスリッターの違いと特長を解説」もあわせてご覧ください。
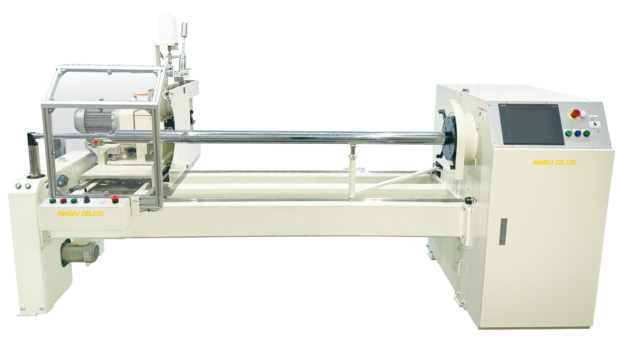
「誰でも扱える」設計で省力化・省人化を両立する自動機
キンダイの自動機は、「新人や女性でも安心して使える」設計思想で一貫しています。タッチパネルでの設定、スリットデータの見える化、6段階の予約設定、3段階の自動変速、刃先の自動研磨、原反端・径の自動検出など、属人化を減らす機能が標準的に組み込まれています。
少量多品種化が進む現場で歩留まり改善を進める上で、見落とされやすいのが段取り替え時間の損失です。段取り替えのたびに発生する試し切り、調整待ち、端材廃棄は、累積すると無視できない歩留まり低下要因になります。キンダイのスリッターは設定予約とレシピ呼び出し機能を備えており、段取り替え時間を大幅に短縮できるため、品種切り替えが頻発する現場ほど効果が大きく出ます。「誰が運転しても同じ結果が出る装置設計」と「レシピ運用」のセットが、省力化・省人化と歩留まり改善を両立させる土台になります。
IoTリモートメンテナンスとチョコ停の自動録画機能
IoTを単に「データを集める仕組み」として導入してしまうと、データはあるが分析されない、改善に活かされない状態に陥りがちです。キンダイのIoTリモートメンテナンスは、暗号化通信による遠隔監視を起点に、世界中からのトラブルシューティングを可能にし、出張回数の削減と復旧時間の短縮を実現します。
さらに、停止信号をトリガーとしたトラブル前後の自動録画機能は、これまで原因不明のまま放置されてきたチョコ停の見える化を可能にします。「発見→分析→対策→効果検証」という改善サイクルを設備側にあらかじめ組み込めるため、歩留まり改善が単発のイベントではなく、継続的な改善活動として現場に定着していきます。
1945年創業のメーカーとして提供する長期サポート
歩留まり改善は、導入時の機械性能だけで決まるものではありません。10年20年と使い続ける運用期間中、部品供給が継続されるか、改造や別注に応じてもらえるか、操作トラブルに小まめに対応してもらえるか、というアフターサポートの差が、長期的な歩留まりに大きく効いてきます。
キンダイは、設計開発・製造・販売・アフターサービスまでの一貫体制を80年継続してきた自動機器の専業メーカーです。世界15か国以上での導入実績、40製品以上の特許・実用新案、上場企業の大手メーカーとの直接取引実績を背景に、作業性・操作性・生産性・品質まで踏まえた「ご要望以上の提案力」を提供しています。改造、別注、オーバーホールといったカスタマイズにも柔軟に対応する体制があり、長く付き合える歩留まり改善パートナーとして選ばれています。
まとめ|歩留まり改善は「機械×現場×サポート」で長く続ける

歩留まり改善は、計算式を覚えて1回取り組めば終わるテーマではありません。4Mの整理から始まり、見える化、優先順位付け、省力化・省人化、IoTによる見える化、設備側からの底上げ、そして長期サポートまで、小さな改善を継続して積み重ねていく運用テーマです。
現場の人員、扱う素材、受注品種は時間とともに変わり続けます。その変化に合わせて、機械側・運用側・サポート側のいずれもアップデートし続けられる体制があってこそ、歩留まりは長期にわたり安定します。「機械は10年20年動く。だからこそ、その後のやりとりが重要なので、小まめに対応してくれるメーカーが一番いい」という現場の実感は、歩留まり改善というテーマの本質を言い当てています。
お問い合わせのご案内
自社の歩留まり改善の進め方や設備選定をご検討中の方は、下記の関連情報・お問い合わせ窓口をあわせてご覧ください。
高速全自動ロールスリッター
本文で解説した機械送り精度±0.1mm、自動運転、6段階予約設定、刃先自動研磨、データ見える化など、歩留まり改善に直結する機能を最も体現する代表機種です。スペックや活用シーンの詳細はこちらからご確認いただけます。
お問い合わせ
「自社で扱う素材で歩留まりを上げたい」「既存機の改造で改善できるか相談したい」「フィルム以外の素材だが対応可能か」など、具体的なご相談はこちらからお気軽にお寄せください。
この記事の監修者

創業1945年産業機械開発メーカーである株式会社キンダイにて、スリッターやヒートカット機など多様な自社製品開発に従事。
40製品以上の特許・実用新案を取得してきた技術基盤を持つ同社において、2017年より海外展開を本格化し、ベトナムやタイをはじめとする東南アジア諸国へ展開。
現在はIoTやAIを用いて現場に蓄積されたアナログ情報を可視化し、判断や操作を支援することで、新人でも簡単に扱えるモノづくりを進め、新規事業開発にも貢献している。


お問い合わせはこちら
Contact us